|
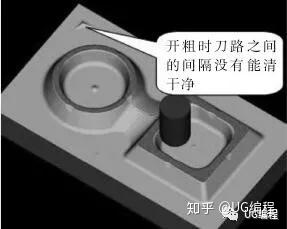
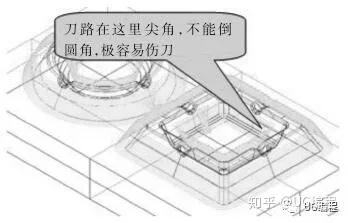
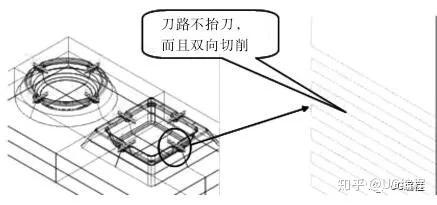
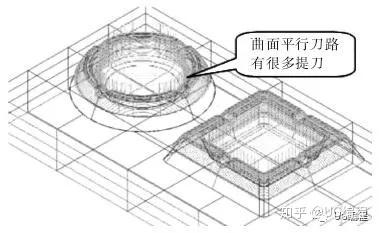
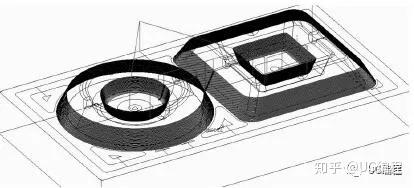
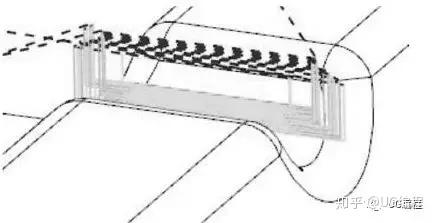
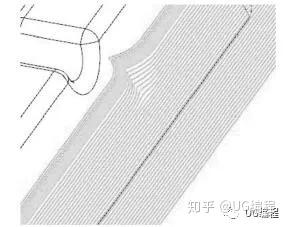
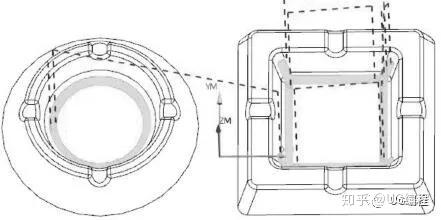
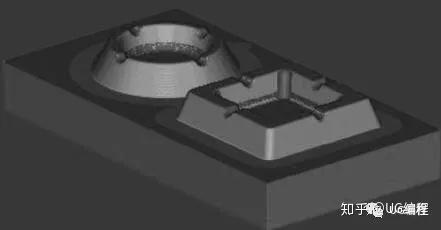
图25 UG仿真刀路 5、 Master CAM、Cimatron、UG 三者之间的区别 5.1 Master CAM 的优点 (1)Master CAM 有非常强大的 2D 功能,使用时快捷、方便,远远比其它两个软件强。(2)Master CAM 在对一些形状简单的零件进行加工时,能根据零件的曲面变化大小,自动设定刀路的间距,这一点比Cimatron、UG要强。(3)Master CAM在进行外形加工、挖槽、钻孔等工作时,可以采用窗选的方式选取所要选取的线与点,而 UG、Cimatron 则只能一个接一个的选取,这一方面Master CAM 比 UG、Cimatron 方便。 (1)Master CAM 在进行曲面加工时,不需要设定边界,就能直接形成刀路,而 Cimatron 则必需要选取边界才能形成刀路。(2)Master CAM 在进行曲面精加工时,可以通过设定加工的高度来设定加工范围,就能直接形成刀路,而 UG、Cimatron 则必需做辅助边界或辅助面才能设定加工范围。 5.2 Cimatron 的优点 (1)Cimatron曲面运算速度远远超过Master CAM、UG。(2)Cimatron曲面加工时,Cimatron刀路能自动分区域加工,极大地减少提刀次数,与 UG 相似,但比Mastercam 强。(3)Cimatron 清角功能非常强大,与 UG 相似,但比Mastercam强。(4)Cimatron 在用 Wcut 加工时,可以任意设定拐角位刀路的圆弧半径,与 UG相似,但比Mastercam强。(5)Cimatron 用 Wcut 进行粗加工时,刀路能自动清除刀路间隙的残余量,并且在实际加工时,不会出现空走现象,加工效率比Master CAM强。(6)Cimatron后处理时能自动进行优化,后处理程式要比Mastercam小很多。(7)Cimatron仿真模拟的图形可以保存,也可以截图、任意角旋转观看,而且不同刀路之间用不同颜色 来区分,比UG、Mastercam强。 5.3 UG 编程的优点 (1)UG 运用实体造型,也运用实体编程,实体修改好,再修改编程程序时比较简单,这个方面比Master CAM、Cimatron 优越。(2)在同一个程序里,可以设定开放区域与封闭区域不同的进刀方式,这个方面明显比 Master CAM、Cimatron 优越。(3)运用UG进行等高切削时,可以在一个程序里设定不同的背吃刀量,减少提刀次数,减少不同程时,零件表面出现明细的刀痕,这个方面明显比Master CAM、Cimatron 优越。(4)UG在精加工平面时,可以在一个程序里同时加 工 不 同 的 平 面 ,这 个 方 面 明 显 比 Master CAM、Cimatron 优越。 两者的区别相差很大,远远不止上述这些,希望读者能在工作中好好体会两者的差异,并根据零件的实际情况,来选择合适的加工软件。
3 f9 K! }) m" n* Q$ N | 
 |关于我们|sitemap|小黑屋|Archiver|手机版|UG网-UG技术论坛-青华数控模具培训学校
( 粤ICP备15108561号 )
|关于我们|sitemap|小黑屋|Archiver|手机版|UG网-UG技术论坛-青华数控模具培训学校
( 粤ICP备15108561号 )


 狗仔卡
狗仔卡 发表于 2018-7-6 16:43
发表于 2018-7-6 16:43


 提升卡
提升卡 沉默卡
沉默卡 喧嚣卡
喧嚣卡 变色卡
变色卡 抢沙发
抢沙发 千斤顶
千斤顶 显身卡
显身卡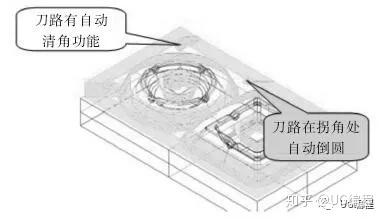
 5 r. b+ p3 y5 n! J
5 r. b+ p3 y5 n! J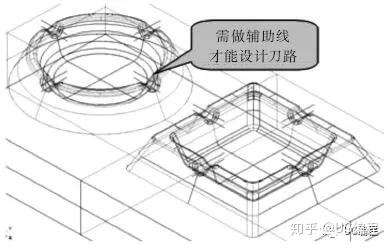
 * I# w7 ^. c5 p) V$ Z3 P; `7 ^
* I# w7 ^. c5 p) V$ Z3 P; `7 ^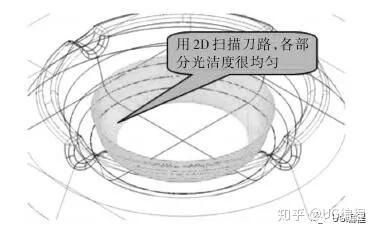 0 l, |6 H2 n1 M8 k
0 l, |6 H2 n1 M8 k % I& A5 A% ]# D0 g3 H6 o- d
% I& A5 A% ]# D0 g3 H6 o- d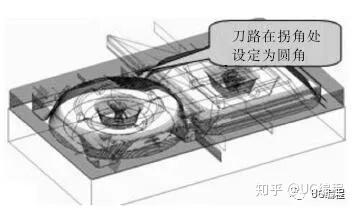
 9 w3 n8 i9 q4 I( P( o8 l
9 w3 n8 i9 q4 I( P( o8 l
 2 f9 q3 T) z! Q3 i
2 f9 q3 T) z! Q3 i 3 F. w4 T9 D1 F7 m& G' G' T
3 F. w4 T9 D1 F7 m& G' G' T + Z& C2 b2 S$ w* y; M
+ Z& C2 b2 S$ w* y; M , j/ c- p; E) U
, j/ c- p; E) U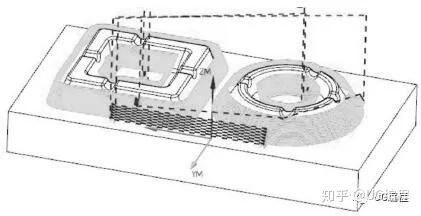

 + t% O: _2 m5 T7 X+ E, H
+ t% O: _2 m5 T7 X+ E, H