|
3切削刀具的基本几何结构 用于精加工的切削刀具,切削刃必须具有很好的轮廓精度。5 |4 q1 L1 D5 y4 K9 N* U
刀具的几种可能轮廓偏差 ① 轮廓精确‚; ② 由于研磨过程不够精确,而导致在刃部产生不规则碎面ƒ; ③ 由于研磨过程不够精确而导致的半径偏差。 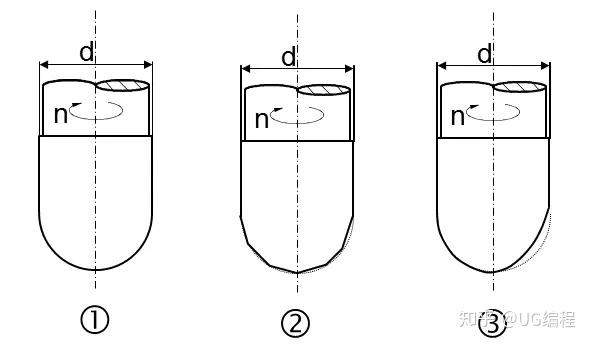
1 c. K$ e% s3 v. [# n0 `1 I1 ?如果对工件精度要求非常高,应该在刀具生产商那里购买获得标准认证的刀具。 4切削刀具的基本几何结构 在保证刀柄及刀具系统的最大悬伸长度不超过规定值的前提下,要使主轴能够精确运转,必须于刀柄及切削刃处分别检测刀具的径向跳动误差。如果径向跳动误差过大就会导致主轴的严重震动。 5如何选择合适的切削刀具 (1)分析具体加工条件,如主轴及机床性能,刀具的夹持系统,润滑方式等;
0 W* Z3 R7 ]9 w) _ (2)分析工件材料特性; (3)分析加工表面质量及加工精度要求、成本等;$ B8 U* q8 ]6 Q3 f
(4)综合考虑各种因素,做出最优化的选择。
& c" \& [5 p0 z* _. Z8 {/ o: v6 \. f1 B% ^ m: x5 o0 w2 U0 F
5 U- u9 ~- K4 G8 v! a5 p, ?: N | 
 |关于我们|sitemap|小黑屋|Archiver|手机版|UG网-UG技术论坛-青华数控模具培训学校
( 粤ICP备15108561号 )
|关于我们|sitemap|小黑屋|Archiver|手机版|UG网-UG技术论坛-青华数控模具培训学校
( 粤ICP备15108561号 )


 狗仔卡
狗仔卡 发表于 2018-7-6 17:00
发表于 2018-7-6 17:00




 提升卡
提升卡 沉默卡
沉默卡 喧嚣卡
喧嚣卡 变色卡
变色卡 抢沙发
抢沙发 千斤顶
千斤顶 显身卡
显身卡











