|
|
|
[size=1em] 1、切削热的来源与传散
$ p4 H. _2 ^8 ?: N7 H; Q
$ d! {5 @: O$ E7 a) b* N在切削过程中所消耗的切削功绝大部分转变为热,这些热称为切削热。其来源主要有三个方面,如图1.19所示.
" `, w) l. U! d7 g+ N; R3 s 2 v2 H# L' X, Q" G/ b 2 v2 H# L' X, Q" G/ b
# _9 ~; x. ~3 R, `4 |- p
(1)切屑变形所产生的热,它是切削热的主要来源。
( K z1 t' V C" o5 M) S. x(2)切屑与前刀面之间的摩擦所产生的热.
& n/ R& ? j9 l4 b" C0 z8 w(3)工件与后刀面之间的摩擦所产生的热.6 o. H, h# R! g% c+ \ ~' o% e
随着刀具材料、工件材料、切削条件不同,三个热源的发热量也不相同。
* }- b$ s8 C/ r. @# O: }切削热产生以后,由切屑、工件、刀具及周期介质(如空气)传出。各部分传出的比例取决于工件材料、切削速度、刀具材料及几何角度等。车削时的切削热主要是由切屑传出的。用高速钢切削钢材时,约有5。%~80%的切削热由切屑带走,10%~40纬的热传人工件3%~9%的热传给刀具;传给介质的热仅有1%左传人刀具的热最虽不是很多,但由于刀具切削部分体积很小,因此,引起刀其温度升高(高速切削时,刀头温度可达1000℃以上),从而加速刀具的磨损.. |& V: F5 f4 r6 f" `
传人工件的热量可使工件的纵度升高,引起工件材料膨胀变形.从而产生形状和尺寸误差.降低加工精度,传人切屑和介质的热量越多,对加工越有利。 R1 p, c9 s5 A# u8 l3 V: c
因此,在切削加工中应设法减小切削热,改善散热条件,以减小高温对刀具和工件的不良影响。
9 G' R; N! O& I$ r/ t! b
: [4 \& h# o/ W& F4 E8 v3 P9 Q# T& E2 ~5 `& h0 f$ I1 g$ T: _; \
8 W' b- c7 t2 e& X& v
[size=1em] 2、切削温度及其影响因素
. v- I) x" G+ k0 ^" D4 A! c: X8 s" J8 ^, f
切削温度一般是指切屑、工件与刀具接触区域的平均溢度.切削温度的高低,除了用仪器测定外,还可以通过观察切屑的颜色大致估计出来。当切削碳钢时,切屑呈银白色和淡黄色,表示切削温度较低,切屑呈紫色或深蓝色,则说明切削温度很高.
, k! K- ^5 C0 m切削温度的高低取决于切削热的产生与传散情况,它主要受切削用量、工件材料、刀其材料、刀具角度和冷却条件等因素的影响。
/ u3 d7 B3 k A6 p/ H(1)切削用最。提高切削速度,可使单位时间产生的切削热增加,从而使切削溢度升高。切削速度对切削溢度的形响最大。当进给量和切削深度增加时,切削力增大,摩擦也大,所以切削热也增加。在切削面积相同的条件下,增加进给量与琳加切削深度相比,后者可使切削温度降低一些。当增加切削深度时,参加切削的切削刃长度增加,这将有利于切削热的传散。$ o0 V! ?$ c. P
(2)工件材料。工件材料的强度和硬度愈高,切削时消耗的功愈多,产生的切削热也愈多,切削温度就愈高,材料的导热性好,切削热可以很快通过工件和切肠传出,切削温度就低。7 j, k( r+ ]2 G1 c6 L
(3)刀具材料。导热性好的刀具材料可使切削热很快传出,从而降低切削溢度。
2 X, }0 H7 }; ?) n(4〕刀具角度。增大刀具前角,可使切屑变形,切屑与前刀面的摩擦减小,从而减少切削热,降低切削沮度。但前角太大时,刀具的传热条件变差,反而不利于散热,不利于降低切削温度。主偏角减小,参加切削的刀刃长度增加,有利于散热,降低切削沮度。
/ g8 k& C* v! j, ^(5)冷却条件。使用切削液可有效地降低切削温度。 $ I! X: z X/ d $ I! X: z X/ d
" z$ g( U! U: w/ b9 }! m
0 b6 X5 `0 @, [0 W. p v$ r3 G( t7 i: [% }
[size=1em] 3、切削液 2 ?9 D8 n% L- h0 ^6 q
+ C' F, l; k4 J(1)切削液的作用及种类。为了降低刀具和工件的沮度,不仅要减少切削热的产生,而且要改善散热条件。喷注足量的切削液可以有效地降低切削谧度。使用切削液除起冷却作用外,还可以起润滑、清洗和防锈的作用。生产中常用的切削液可分为以下三种.
" q- f4 s3 Q6 h% ?, V9 N. j* U1)水溶液。水溶液的主要成分是水,并在水中加人一定最的防锈剂等添加剂‘它的冷却性能好.润滑性能差,呈透明状,常在磨削中使用。
# A' f" i" z/ n; V+ h, U2)乳化液.它是将乳化油用水稀释而成的,呈乳白色。为使油和水混合均匀,常加人一定量的乳化荆(如油酸钠皂等)。乳化液具有良好的冷却和清洗性能,并且具有一定的润滑性能,适用于粗加工及磨削.2 a/ c: e: E6 N! g; V; b- L
3)切削油.切削油主要是矿物油,特殊情况下也采用动、植物油或复合油。它的润滑性能好,但冷却性能差.常用于精加工工序。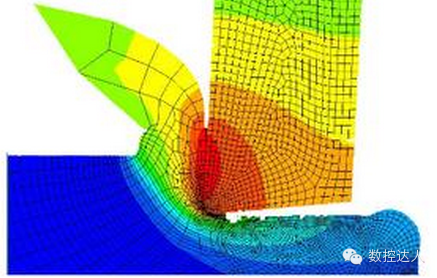
) J4 Q7 |( w5 E8 ? F9 b, r- _! ]& A' M+ V* u
(2)切削液的选用.在生产中,通常根据加工性质、工件材料、刀具材料等选择切削液。粗加工时.要求以冷却为主,一般应选用冷却作用较好的切削液,如水溶液或低浓度的乳化液等。精加工时,主要希望提高加工质最和减少刀具磨损,一般应选用润滑作用较好的切削液,如高浓度的乳化液或切削油等。0 J' w# g. [, f: _
通常当切削脆性材料(铸铁、青钢)时,为了避免崩碎切屑进人机床运动部件之间,一般不使用切削液。当低速精加工(如宽刀精刨、精铰、攻丝)时.为了提高表面质量,可用煤油作为切削液.对于有色金属的加工,为避免腐蚀工件,一般不使用含硫化油的切削液.一般钢材的加工通常选用乳化液和硫化切削油.
4 l) b4 E; h- u* k ]5 ~高速钢刀具的耐热性较差,为了提高刀其的耐用度,一般要根据加工性质和工件材料选用合适的切削液。硬质合金刀具由于耐热性和耐靡性都较好,一般不用切削液.
, e5 F' ?3 {- {' E) ]' t/ c |
|

 |关于我们|sitemap|小黑屋|Archiver|手机版|UG网-UG技术论坛-青华数控模具培训学校
( 粤ICP备15108561号 )
|关于我们|sitemap|小黑屋|Archiver|手机版|UG网-UG技术论坛-青华数控模具培训学校
( 粤ICP备15108561号 )


 狗仔卡
狗仔卡 发表于 2015-6-4 17:00
发表于 2015-6-4 17:00
 提升卡
提升卡 沉默卡
沉默卡 喧嚣卡
喧嚣卡 变色卡
变色卡 抢沙发
抢沙发 千斤顶
千斤顶 显身卡
显身卡