泡沫泵喷头的缩孔消除及生产周期缩短
徐昌煜
2017年4月20日
第六届Autodesk moldflow大师赛于2015 年 9 月 22 日- 23 日在上海举行,徐昌煜老师应邀担任演讲嘉宾和评审。 然而,因为徐老师在这两天早已排定了先进成型技术学会在上海的培训课,所以不能参加。 赛后,徐老师收到参赛的报告,有许多颇具教育意义的案例可资借鉴。
, Y( d2 |2 w! r: d6 P) y! O上海某公司的报告分享了一泡沫泵PP喷头的缩孔(void)消除及生产周期缩短的案例。左图黄框标示缩孔出现的区域。
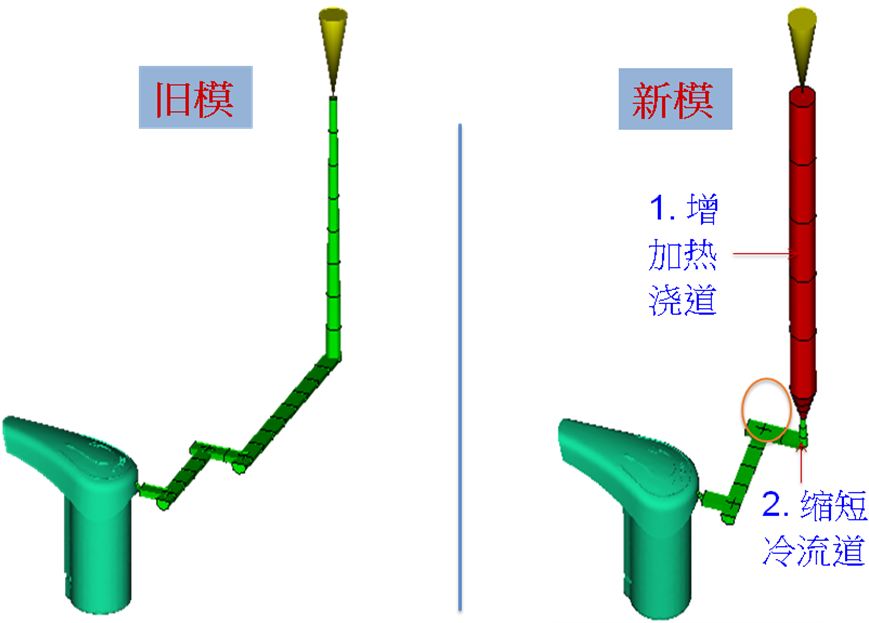
缩孔之大小与保压压力有关,要减小缩孔,保压压力要高。 该公司如下图所示将原来的冷主流道以热流道代替,同时缩短分流道的长度,这都可以降低熔体通过流道的阻力和压力降,增加传递进型腔的保压压力,以压缩缩孔。
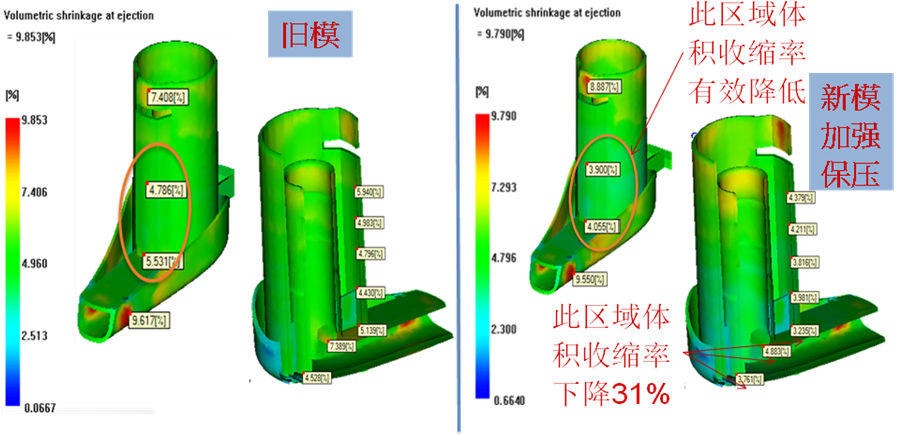
下图是制品从新设计模具顶出时的体积收缩率(volumetric shrinkage at ejection)分布图,可见整体的体积收缩率明显降低,红圈示处(即原来缩孔生成处)尤然。 体积收缩率越小,产生缩孔的可能性越小。
新开8腔模试模时,所有样品都不再出现缩孔,客户非常满意。
" N9 _" T& Y! S3 }2 a9 O* M/ N0 K3 w
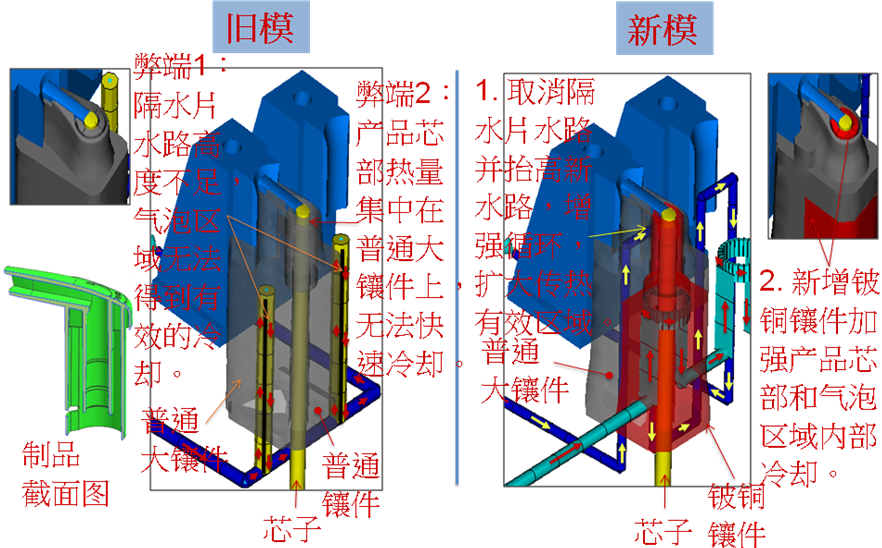
旧模的另一个问题是周期时间36秒太长,就名义壁厚(nominal thickness)2.5mm的PP件而言,如果冷却设计合理,周期时间应可缩短到22秒。
( F( P( q F3 c该司开新模之前,除了流道系统,冷却系统也做了如下图所示修改。
新模的周期时间降到26秒,较之旧模的36秒,减少了28%。 客户自然喜出望外,口服心服了。
7 C$ z( ~, ^% Q5 K; ^徐昌煜老师的点评:
1. 减少塑流在流道内的压力降和增加型腔内保压的压力以消除缩孔,是本案例对后进的最大启发;
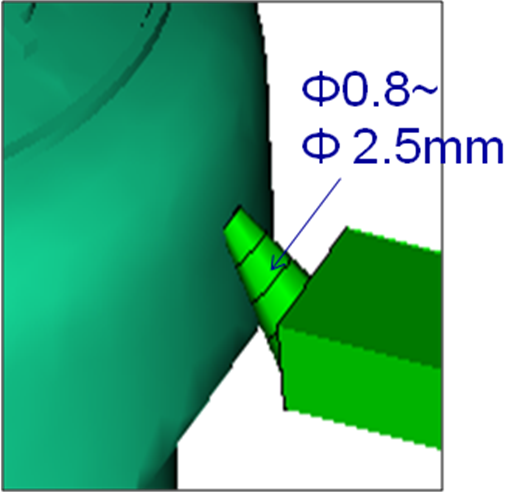
2. 原设计之潜伏式浇口(见下图)的Φ0.8mm进胶点太小,又置于产生缩痕处的对面筒壁,这都使得传递到可能发生缩痕处的保压压力降低,不利于缩痕的消除。 可考虑将浇口移置距可能发生缩痕处较近处,并将浇口放大到进胶点直径大于 (n x t = 0.7 x2.5 =) 1.75mm,这样做,不尽大幅减少塑流到达可能发生缩痕处的压力降,而且因为浇口封凝时间延长而大幅加长保压时间,这两项有利因子都有助消除缩孔。 较之修改流道,修改浇口要简单得多;
& h2 e- \- ^; M7 X/ N

 |关于我们|sitemap|小黑屋|Archiver|手机版|UG网-UG技术论坛-青华数控模具培训学校
( 粤ICP备15108561号 )
|关于我们|sitemap|小黑屋|Archiver|手机版|UG网-UG技术论坛-青华数控模具培训学校
( 粤ICP备15108561号 )


 狗仔卡
狗仔卡 发表于 2017-5-11 10:02
发表于 2017-5-11 10:02

 提升卡
提升卡 沉默卡
沉默卡 喧嚣卡
喧嚣卡 变色卡
变色卡 抢沙发
抢沙发 千斤顶
千斤顶 显身卡
显身卡