|
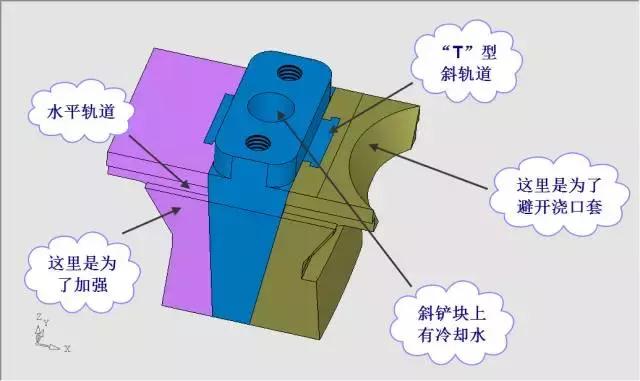
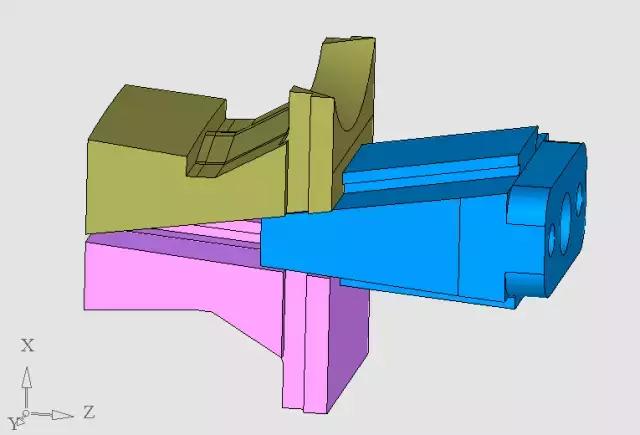
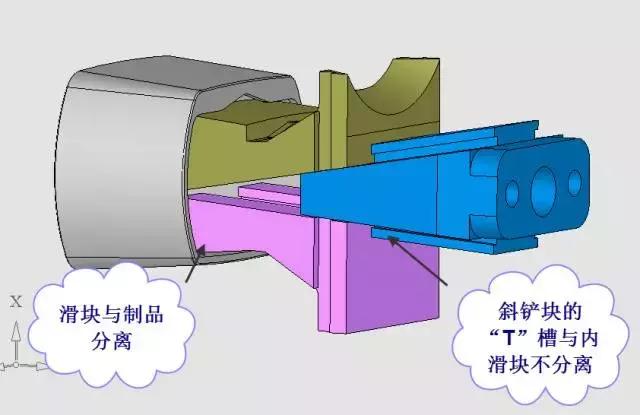
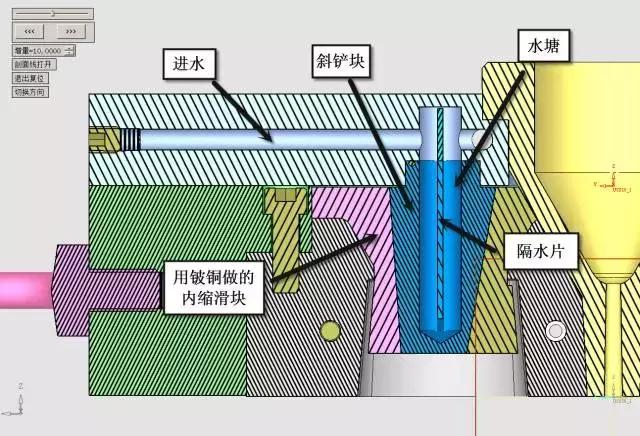
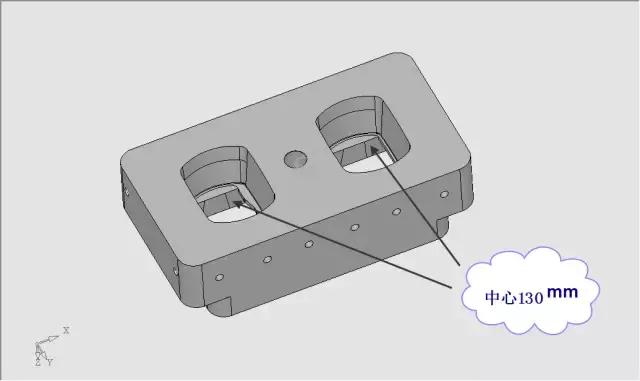
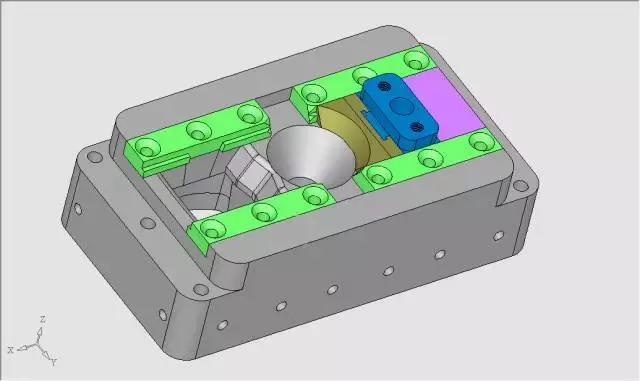
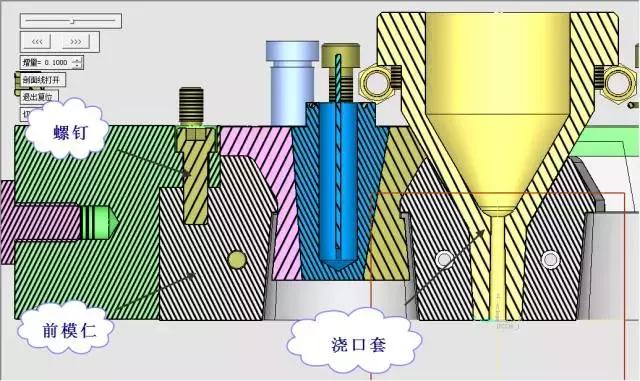
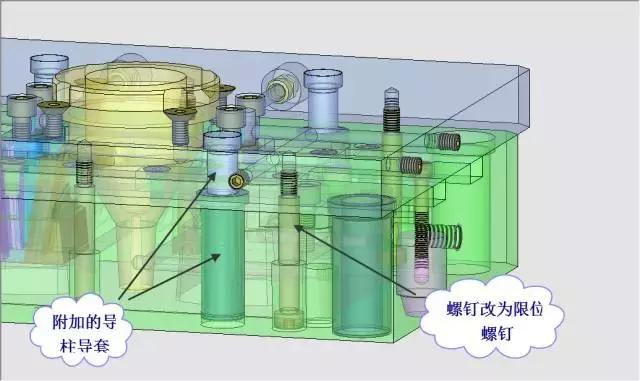
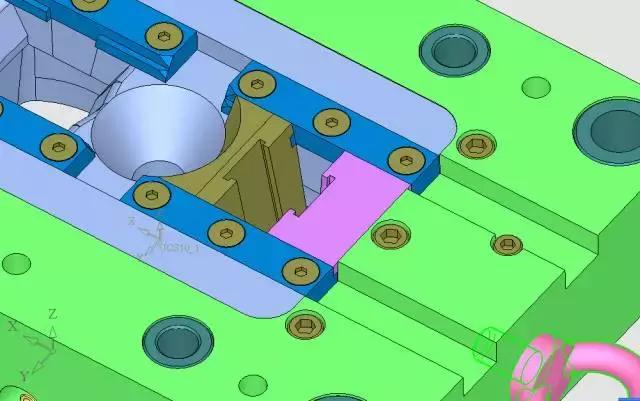
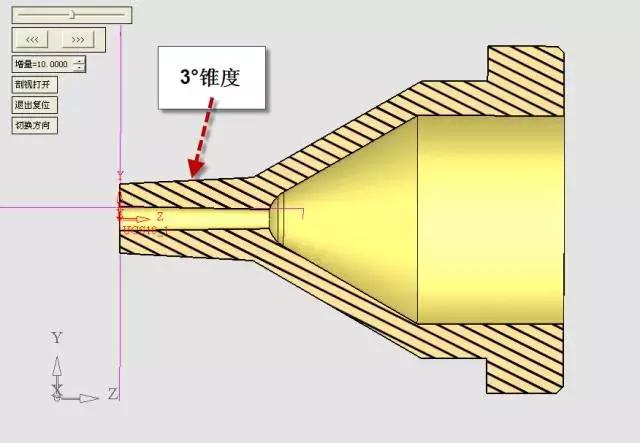
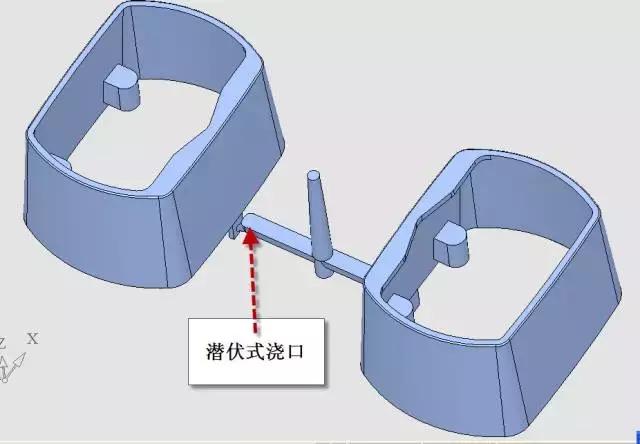
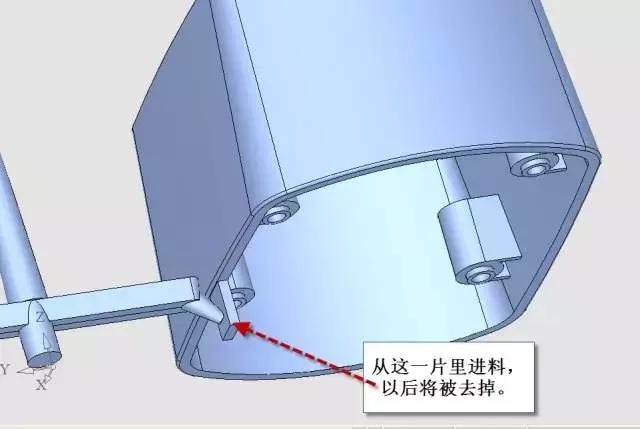
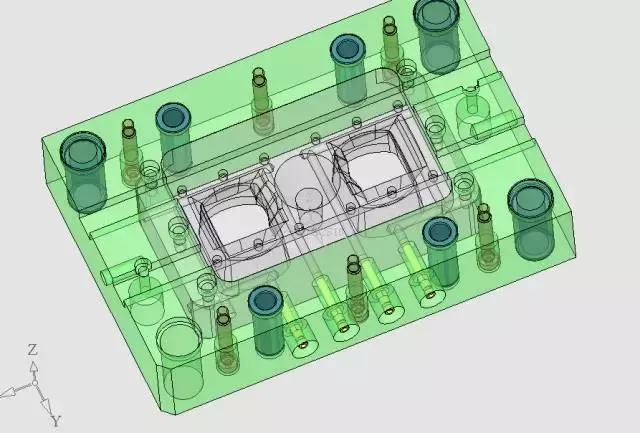
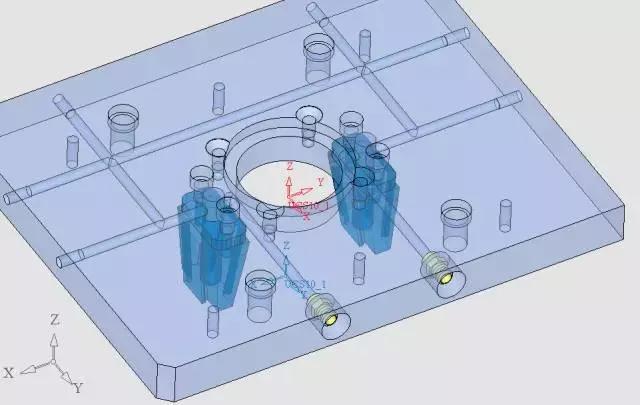
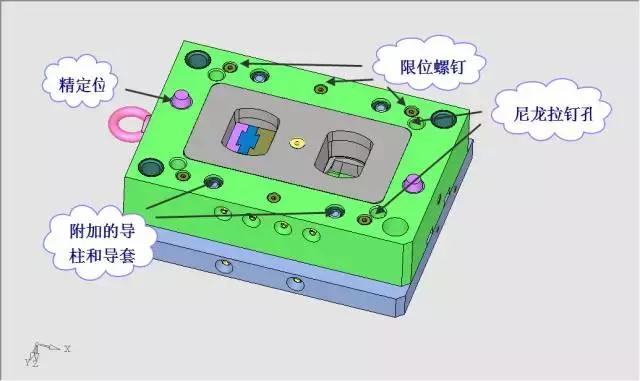
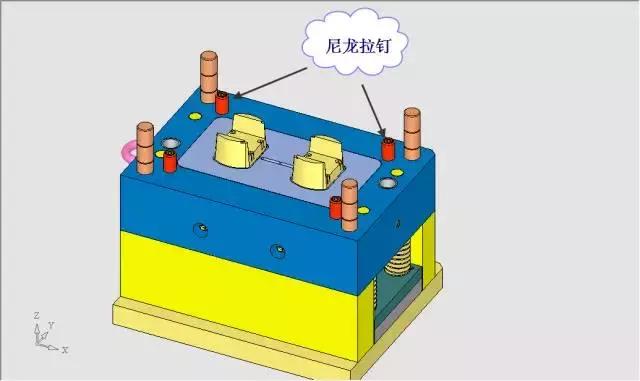
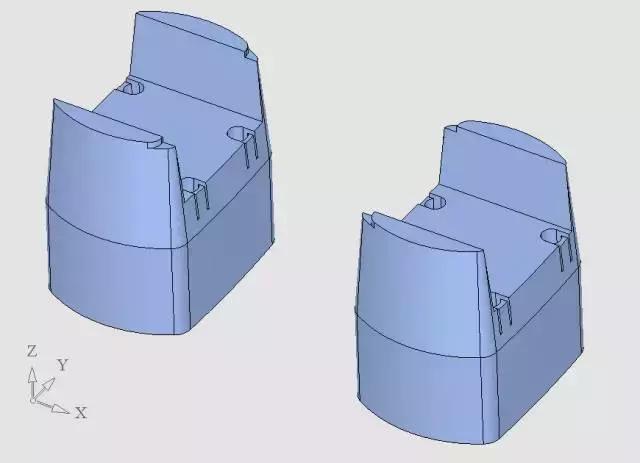
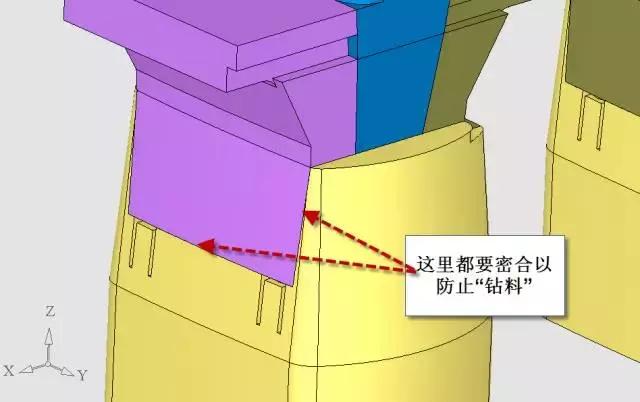
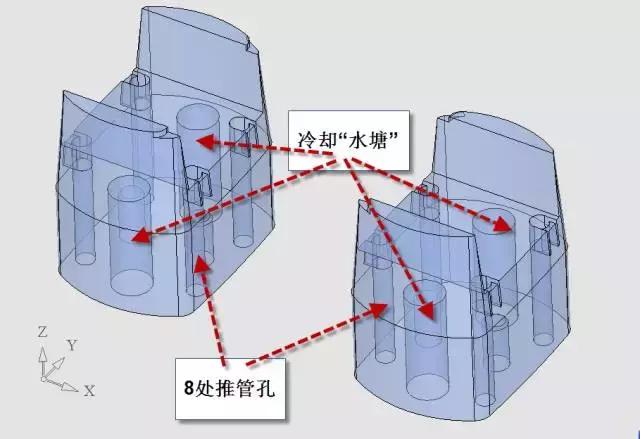
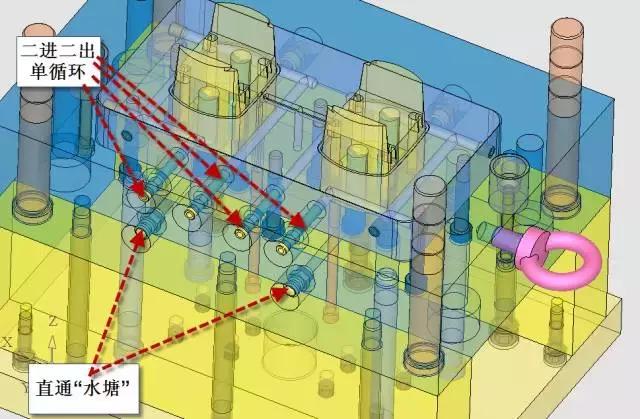
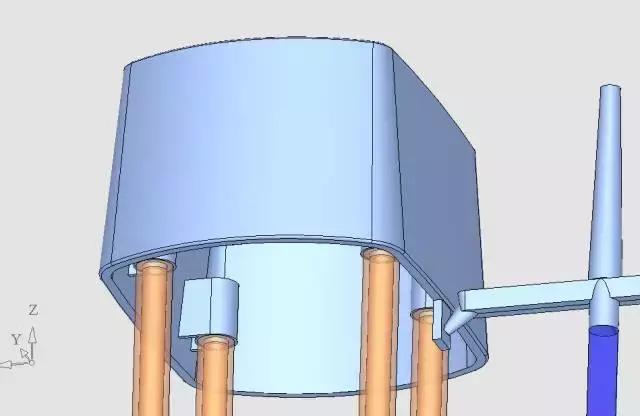
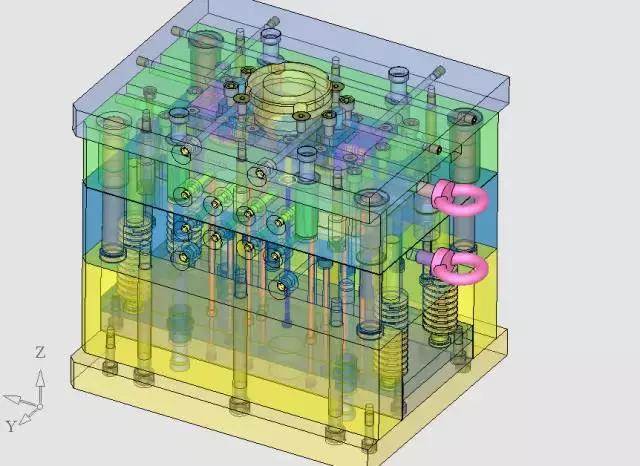
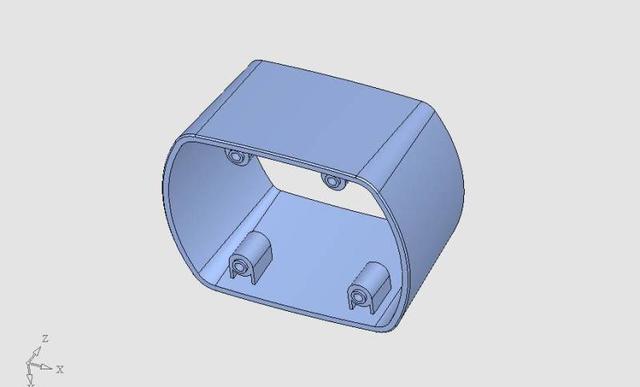
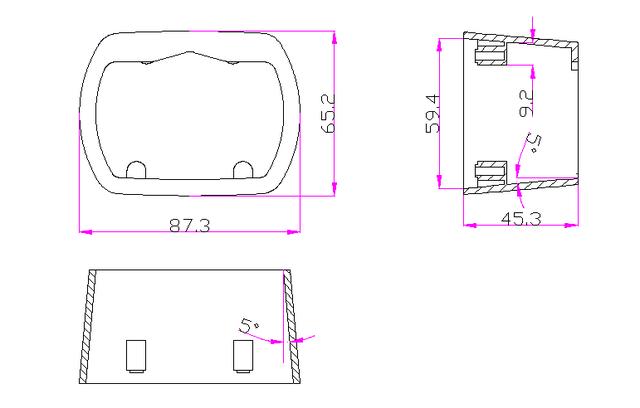
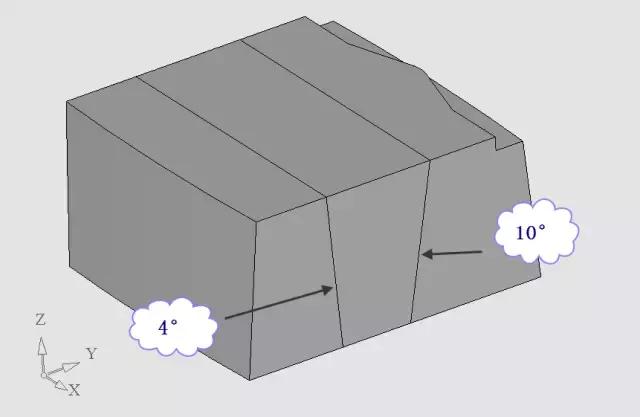
八、主流道的设计 为了获得最佳的注塑效果,采用了如图22的浇口套。 图22 它需要注塑机另外配置专用的加长喷嘴。浇口套与模仁的配合处采用了3°的锥度。以避免定模框与定模第板分开时浇口套外圆被拉毛而产生飞边。 九、 分流道和进料口 这个产品的浇口系统采用的是常规的潜伏式浇口,见图23。 图23 塑料从产品上附加的一个小片上进入,产品出来后再将它切除,这样的注塑效果比较好,见图24。 图24 十、定模的冷却 为了提高注塑生产的效率和控制均匀的模温,以减少产品的内应力,定模部分采用了充分的冷却。定模仁的冷却是采用了二个“单循环”,见图25。 图25 二处“斜铲块”是重要的冷却位置,由于结构的关系,内缩滑块上是做不到冷却的,整个凸模的热量的50%靠“斜铲块”中间的“水塘”带走。它的水路是从定模底板里走的,如下图,为了避开浇口套,在定模板上饶了个圈,因为要考虑到调试注塑机的工人节驳水管的方便,水接头要放在方便的位置,出于无奈,只好这样做了,见图26。 图26 定模的二层的水管的出口的接头是安排在注塑机操作面板的反面一侧的,这样调机工接驳水管比较方便,水管接头尽量少放在模具的上面和下面,放在上面的水管接头在装拆时有水滴在模具上容易生锈。放在下面的水管接头装拆不方便。所以我一般都是喜欢如图27的布置。 图27 十一、动、定模的精确定位 定模部分最终装配后的状况是这样的,分型面上设有二处圆锥形的精定位器。与动模部分精确定位,以保证注塑出来的产品壁厚均匀不错位,见图28。 图28 本套模具的一个关键动作是定模框与定模底板要分开30mm的空档,迫使“斜铲块”与“内缩滑块”分开30mm。这个动作的的拉力是靠4个“尼龙拉钉”来实现的。开模时由于“尼龙拉钉”的作用,动模板紧紧地拉住动模框,等到定模框上的6个“限位螺丝”到位,这时内缩滑块已经缩到位,动模板才与定模框分开。“尼龙拉钉”的拉力失效,则“内缩滑块”的动作也失效,产品奖会被“内缩滑块”刮坏。定模框上与“尼龙拉钉”相配的孔的内表面要求很光滑,这样“尼龙拉钉”的拉力才充分体现,而且“尼龙拉钉”的寿命会延长。 十二、动模的设计 动模的整体外观是这样的,见图29。 图29 动模仁是这样的,见图30。 图30 动模仁在模具闭合状态与二个内滑块以及斜铲块是密合的,包括二侧3°的斜面和底面,如果间隙大就会“钻料”,产生“飞边”,使得内缩滑块不能正常工作,见图31。 图31 我们将它放透明看,可以看到每个动模仁上有2处“水塘”和推管孔,见图32。 图32 动模部分的水冷却是这样安排的,见图33。 图33 十三、产品的顶出 产品的顶出比较简单,就靠4根推管来实现的,见图34。 图34 十四、整套模具的外形 如图35。 图35 这套模具的成本控制与加工合理性均属上乘,由常州某日资模具厂制造,效果如预期,一次试模成功,已量产。 小结 讲真的,这套模具无论从进胶到模具结构的构思,都有点难度,现在既然已经设计出来了,模具也投入了生产。我将几个关键点与大家分享一下。 1、内缩滑块是安排在定模侧的,开模时定模框与定模底板先分开一段距离,使得内缩滑块与斜铲块之间产生相对运动,实现滑块的内缩,是典型的前模内缩芯机构,可以用在很多场合。关键是在模具的开合过程中,内缩滑块与斜铲块始终有一小段是套在一起的。假如设计时没有想到这一点,内缩滑块与斜铲块离开了,再想对准“T”型轨道是不可能的,后果是内缩滑块与斜铲块被压坏。 2、内缩滑块的轨道的形式和装配方法有独特的地方。 3、浇口的设计有点无奈,但是我的思路是,虽然浇口要合理,要最优化,但是始终要服从模具的总体结构。这套模具的浇口不是很优化,但是在统筹兼顾的前提下,已经达到了比较好的效果,而且主流道非常短,使得入胶的阻力比较小
; ^; u$ f; u K% Z0 @ | 
 |关于我们|sitemap|小黑屋|Archiver|手机版|UG网-UG技术论坛-青华数控模具培训学校
( 粤ICP备15108561号 )
|关于我们|sitemap|小黑屋|Archiver|手机版|UG网-UG技术论坛-青华数控模具培训学校
( 粤ICP备15108561号 )


 狗仔卡
狗仔卡 发表于 2019-12-23 15:48
发表于 2019-12-23 15:48

 提升卡
提升卡 沉默卡
沉默卡 喧嚣卡
喧嚣卡 变色卡
变色卡 抢沙发
抢沙发 千斤顶
千斤顶 显身卡
显身卡