|
复合循环指令应用在切除非一次加工即能加工到规定尺度的场合,主要在粗车和屡次切螺纹的情况下使用,它主要有以下几种:
3 x% O. s! [; E7 }1 i& l: Q 
) x, ^0 }; j. t# N" g2 n(1)外径、内径粗车循环指令G71 该指令将工件切削到精加工之前的尺度,精加工前工件形状及粗加工的刀具途径由体系根据精加工尺度自动设定。
5 \! ` f' ?8 J. ~$ @/ F/ d指令格局:G71 Pns Qnf UΔu WΔw DΔd(F__S _T__)" C- T! Q* |1 n$ U
如图所示为G71粗车外径的加工道路。图中C粗车循环的起点,A是毛坯外径与端面概括的交点。当此指令用于工件内径概括时,G71就自动成为内径粗车循环,此刻径向精车余量Δu应指定为负值。
5 ]% D8 M% @, D6 G: q9 S# x6 g

+ B; \( W% `3 d* OG71指令走刀途径
, Y* }: ^. `. C; I
 - w- z! k' G9 m h- v- D1 Y# b
(2)端面粗车循环指令G72 它适用于圆柱棒料毛坯端面方向粗车,其功能与G71根本相同,不同之处是G72只完成端面方向粗车,刀具途径按径向方向循环,其刀具循环途径如下图所示,指令格局和其地址意义与G71的相同。- V3 B: \, _! v0 w- j
(3)闭合车削循环指令G73 它适用于毛坯概括形状与零件概括形状根本挨近时的粗车。例如,一些锻件、铸件的粗车,此刻采用G73指令进行粗加工将大大节约工时,进步切削功率。其功能与G71、G72根本相同,所不同的是刀具途径按工件精加工概括进行循环,其走刀道路如图所示。" D$ o8 ]0 `: ? @* m
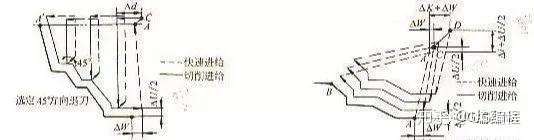
/ y3 F( [- B: T2 Q指令格局:G73 Pns Qnf IΔi KΔk UΔu WΔw DΔd(F__S__T__)* b7 E/ T! E: Q: e; Z* ?4 ^
(4)精加工循环指令G70 用于履行G71、G72、G73粗加工循环指令后的精加工循环。想学ug数控编程加UG编程牧亭老师帮助你,提供学习资料和课程。( R( k N5 ?* x4 Y# a4 ~
指令格局:G70 Pns Qnf
9 A ~' {2 O2 w0 j* e# _) D' M指令中的ns、nf与前几个指令的意义相同。在G70状态下,ns至nf程序中指定的F、S、T有用;当ns至nf程序中不指定F、S、T时,则粗车循环中指定的F、S、T有用。; C8 }4 j6 A# [; O, t6 ~

9 t. e" G7 y! P5 U# o : m2 A& I! w- o6 k0 |0 x: l : m2 A& I! w- o6 k0 |0 x: l

6 }0 j* ?% i( z(1)外径、内径粗车循环指令G71该指令将工件切削到精加工之前的尺度,精加工前工件形状及粗加工的刀具途径由体系根据精加工尺度自动设定。其功能与G71、G72根本相同,所不同的是刀具途径按工件精加工概括进行循环… 1 Z" H# }* }6 A1 P" q) d* ^: W
| 
 |关于我们|sitemap|小黑屋|Archiver|手机版|UG网-UG技术论坛-青华数控模具培训学校
( 粤ICP备15108561号 )
|关于我们|sitemap|小黑屋|Archiver|手机版|UG网-UG技术论坛-青华数控模具培训学校
( 粤ICP备15108561号 )


 狗仔卡
狗仔卡 发表于 2022-4-26 19:01
发表于 2022-4-26 19:01
 提升卡
提升卡 沉默卡
沉默卡 喧嚣卡
喧嚣卡 变色卡
变色卡 抢沙发
抢沙发 千斤顶
千斤顶 显身卡
显身卡