摘要: 经过研讨与理论,设计了一种专用模具,在摩擦压力机上完成了圆销的矩形孔热冲孔工序,降低了操作者的劳动强度,进步了消费效率与质量。- |' g6 o& J- R$ O8 m( D4 O
关键词:圆销 矩形孔 热冲
& }7 e0 U% Y c
! `; m9 j% _( }9 P; y& A + Q4 s3 H7 D' x C" a9 [
4 h9 ^) t% M* `圆销外形及尺寸见图1。# B5 X5 Y* ]& L; Y
此圆销的特性是矩形孔采用非切削加工方法完成,以往的圆销上的矩形孔在自在锻锤上应用一些简单工具热冲完成,消费效率低,工人的劳动强度大,由于工人的技术程度差异难以保证质量稳定。经过反复理论研讨,设计了一种专用模具,将圆销的矩形孔热冲孔工序,调整到摩擦压力机上停止热冲孔,克制了自在锻锤热冲孔存在的问题,进步了产质量量,获得了明显的经济效益。
& M w' f5 h1 P; |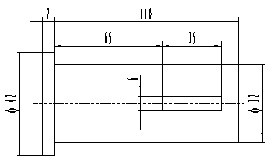
1 [3 @7 O# _: P4 X/ { k 图1 圆销5 j4 Q1 g* f3 v6 D! `# c9 ~
1、 模具构造及工作原理 模具构造及工作原理见图2。 模具中上模座1、下模座7设计思索了该类圆销尺寸特性,采用通用模具模座构造,可以经过改换不同的模具零件,冲制不同尺寸的圆销矩形孔,或用于其他件的冲制。" \+ G J% q- R6 b+ g
6 j& A- p) d1 R! _* m- K* {冲头3经过锥形圆销2固定在上模座上,冲头3与上模座1安装配合局部采用较小的间隙配合,确保冲头1的位置精度。锥形圆销2的选用,是为了可以将冲头3加紧,防止冲头3晃动影响冲孔精度。" v! t* n" i4 t7 r# S
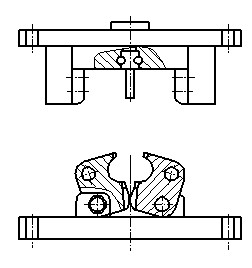
下模中的夹紧块5,设计成分体构造,见图3。主要思索到若设计成整体构造,冲制矩形孔完成后在销子的一侧会呈现毛刺,构成销子在模具中无法取出。夹紧块5可以绕销轴6转动,操作时经过手钳夹持夹紧块5上的圆孔,完成开合,销子消费批量较大时可设计成借助弹簧自动开合的构造。
8 i% v/ `# H' ^) s" h9 C导向板4起到上下模具闭合时的导向作用,由于磨损失效易于发作,设计成可改换构造,用螺钉紧固在上模座上,便于磨损后维修。6 @$ f% R9 J" B8 O" \. K4 ]0 {
定位安装8采用可以调整的构造设计,可以针对矩形孔不同尺寸,调整定位尺寸。
% j2 {! ]3 V3 w# l, d9 _: [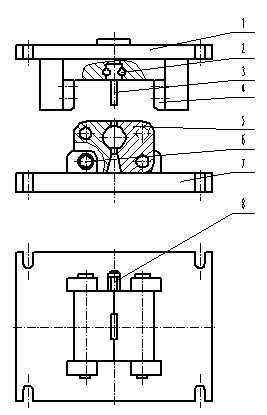
9 f3 k4 b F) \7 }1.上模座 2.锥形销 3.冲头 4.导向板8 P4 v. a5 y# W& x8 S
5.夹紧块 6.销轴 7.下模座 8.定位安装: l! w, @! F- e6 z
图2圆销矩形孔热冲模* P; W0 A% Y1 W% D; y
模具主要零件的材料选择:冲头3和夹紧块5采用H13、3Cr2W8V等热模具钢制造,按热处置请求到达适宜的硬度。导向板4用T8材料,热处置硬度55~58HRC。
9 U/ W! E# H+ L+ ]' y : a1 m0 O: U. P) J' g: t
 6 T" b; j: m+ R$ i8 x" D1 b 6 T" b; j: m+ R$ i8 x" D1 b
图3热冲模下模翻开状态
. y. X/ ~9 e- {9 q" ~ w- B. @2 _工作原理:当上模升到极限位置时,翻开夹紧块5,装入圆销坯料,使之圆销大端与下模座7上的可调定位安装8顶靠,圆销毛坯轴向定位,闭合夹紧块5。冲头3向下运动时,导向板4开端导向,使夹紧块5卡紧圆销毛坯,然后冲孔,冲孔完成后取出圆销。
+ v0 S, k8 W# y( r9 g6 d热冲模闭合状态见图4( B7 ~, _& i' v5 b; I
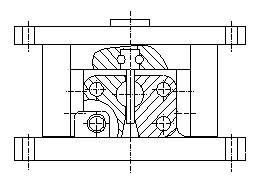
( B4 ?# x# b8 ^: Z( b图4热冲模闭合状态- L4 ]4 Y8 j& ]( r/ @% v1 y7 I
0 S& _9 R+ M( [$ q' ?2、模具设计和运用留意事项/ @3 h' k- z7 \ z% \" v2 O
(1)冲头的长度尺寸应设计合理,高度要短于上模座导向局部尺寸,导向板要在冲头开端冲孔前开端导向,否则会构成冲头无法对正,冲头易折断或损坏模具。
1 A) Z+ p% f! C(2)冲头尺寸较小时,在确保正常冲孔情况下,设计尽量缩短冲头长度,别离圆销直径尺寸理论采取相应设计。 T* A1 N) u5 K# ~4 Z7 V, t* E8 l
工作前,对模具应停止预热。操作时,由于冲头尺寸较小,要及时用水停止冷却,防止受热变形,但还应使冲头坚持一定的温度,防止冲子开裂或折断。$ ?7 {5 v7 a/ w* q" p
(3)夹紧块上的左右上角的两个圆孔是为了用钳子开合夹紧块设计的,直径大小、位置选择应恰当,应思索操作便当。在圆销冲孔批量较大时,可以采用弹簧等,完成自动复位,可进步效率。
; u: I" x. h& S(4)夹紧块销轴孔外侧圆弧设计是为了使夹紧块可以绕销轴正常转动。左右上角的圆弧起导向作用。底部内侧圆弧是为防止夹紧块开合时产生干预,圆弧半径的设计以不发作干预选择尺寸。/ Y* v6 F1 i, \( _
(5)导向板与上模座安装设计应思索防止松动,酌情合理设计。
) @0 i. @0 s: C3 S6 r5 t9 i1 y(6)夹紧块闭合后对冲头的导向矩形孔与冲头的间隙0.1~0.2mm左右,仍可以在理论中停止调整。
, h6 M1 K5 p: x+ y) B0 ?(7)下模座上固定销轴的孔,可设计成较大间隙,主要是间隙大便于模具制造与操作,左右方向定位该孔不起作用。模具的前后定位由下模座上固定销轴的凸台完成,尺寸设计、间隙应思索夹紧块尺寸,合理选定。
; @ ~' P4 f8 F/ e3 ?) t" @% x(8)圆销毛坯直径方向的加工余量的选择,由于冲孔时冲头对材料的牵拉作用,圆销在冲头冲入端产生凹陷,可恰当加大余量。在矩形孔较宽时,冲头对材料的牵拉比拟严重。
3 \# n9 E1 i9 l3 U/ j5 a; |(9)圆销直径较小时,可以一次完成冲孔。直径较大时,应采用两次冲孔方式,完成冲孔。第一次先冲入圆销直径的1/2~2/3,圆销旋转180度后,再冲第二次,可减少冲头对材料的牵拉产生的凹陷,也可减少冲孔毛刺,确保冲孔的质量。8 C! s: U8 k' l! N# r, B* ?1 R! H
3、完毕语
+ W3 Z" _6 p# T# n该项模具设计与运用,在摩擦压力机上完成了圆销的矩形孔热冲孔工序,克制了自在锻锤热冲孔存在的缺乏,劳动强度降低,进步了消费效率与质量。
% |% t& x! v' U0 b模具具有本身导向功用,也可简单更改设计后在各种压力机上运用,为此类锻件冲孔模具的设计,提供了有一定价值的参考作用。0 u- u" D/ W( h: t9 b9 v, A& {; B
, Z, T3 D }& x% s. D
|

 |关于我们|sitemap|小黑屋|Archiver|手机版|UG网-UG技术论坛-青华数控模具培训学校
( 粤ICP备15108561号 )
|关于我们|sitemap|小黑屋|Archiver|手机版|UG网-UG技术论坛-青华数控模具培训学校
( 粤ICP备15108561号 )


 狗仔卡
狗仔卡 发表于 2012-12-17 16:09
发表于 2012-12-17 16:09
 提升卡
提升卡 沉默卡
沉默卡 喧嚣卡
喧嚣卡 变色卡
变色卡 抢沙发
抢沙发 千斤顶
千斤顶 显身卡
显身卡