|
本文中看似非常简单的产品,模具却不简单,有很多同行看过,都说设计这个产品的人不懂模具结构,无端端给模具设计师出难题。想请产品设计师修改产品结构,使模具简化。但是国外的产品设计师坚持他的设计风格,无奈之下,很多公司都打了退堂鼓。 一、产品分析 这是一款平板彩色电视机的基座,见图1和2。 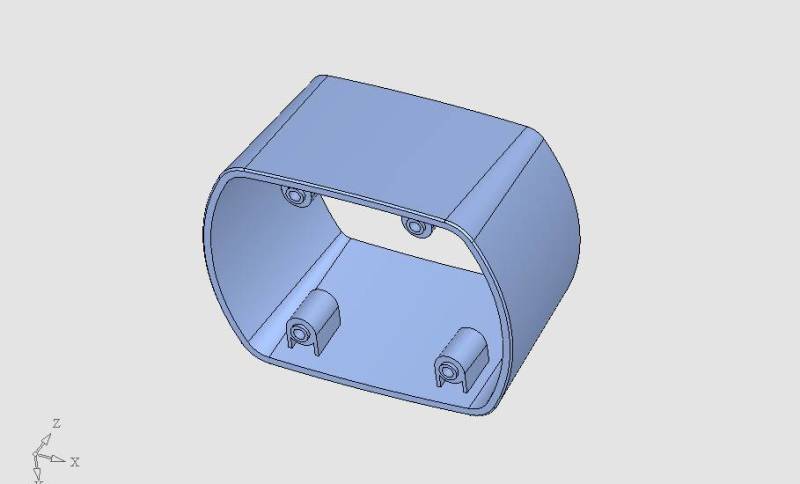 8 `( P. T5 p2 J& Q- V( F 8 `( P. T5 p2 J& Q- V( F
. w) {' A* k& ]0 l8 A, P$ m
图1 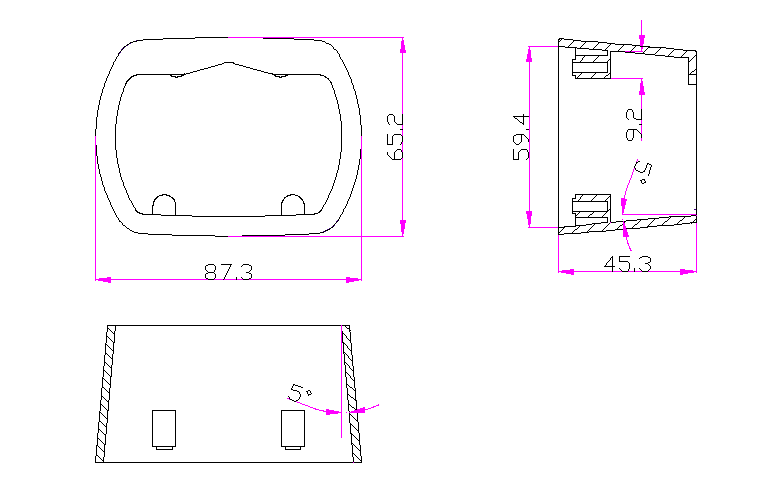
. I: |2 P: I/ O0 r2 [- v
. l7 s6 g) w! T7 C. S图2 产品材质为PC,造型比较简洁,初看产品好像非常简单,其实不然,这套模具是非常地复杂,甚至有无从入手的感觉。由于产品内测是有5°斜度的,横置内壁的4个螺丝柱阻碍了模芯的脱出,对于注塑模具来说,出模方法极为繁复。由于外壳四周也均为5°的倒斜,4个螺丝柱的脱模受到严重的限制。考虑到模具结构的复杂性,客户又要求一模二穴,所以,浇口形式的选择受到很多因素的限制。我一拿到产品3D,基本可以肯定是要用前模内缩芯的结构,所以,点浇口和热流道的形式是被排除的。经过Moldex 3D公司的模流分析,用潜伏式浇口的效果比较好,只有这种形式的浇口可以实现前模内缩芯结构的布置。具体分析结果见图3。 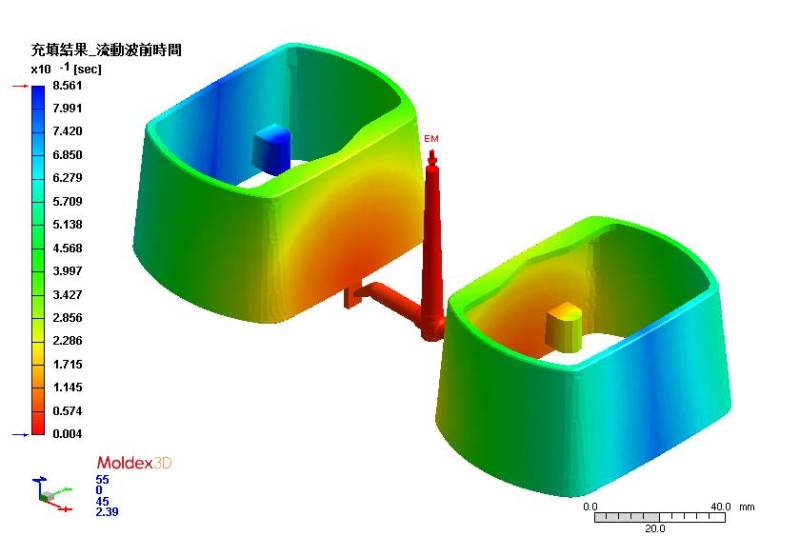 ) c# y/ \0 r5 e% V. q' |3 P2 ?9 ]4 u1 O ) c# y/ \0 r5 e% V. q' |3 P2 ?9 ]4 u1 O
. B; }$ N- x( I$ m. r
图3 二、模具结构的初步设想 对于这类的产品,做“斜顶块”是最直接的想法,见图4。 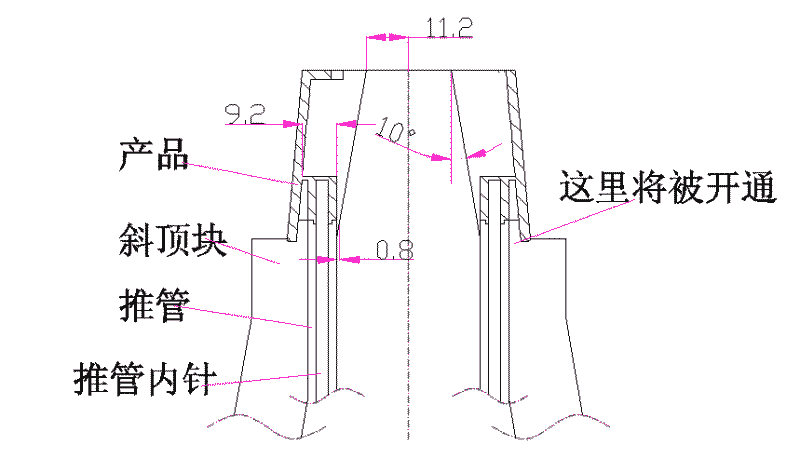
0 ]/ ]% y# X/ n! s' M$ e. {0 l, U! h# |7 U. v/ m
图4 从图4可以看到,由于4个螺丝柱的脱模是用推管来实现的,然而,从上图可以看到,斜顶块与推管是相互干涉的,假如在斜顶块上开一个缺口,避开推管,原理上是成立的,但是做成具体的零件并不合理。因为斜顶块在脱模时要水平移动9.2mm,推管外侧的凸模将被开通。 另外,由于产品的下部沿周有一圈R0.5的圆角,所以斜顶块上必然有凹下0.5的造型,当斜顶块向上顶起时,一定会有一个向内的水平移动,但是这个凹下的0.5的部位当充满了塑料(PC)后就会阻挡斜顶块的的水平运动。所以,用斜顶块的方案是行不通的,见图5。 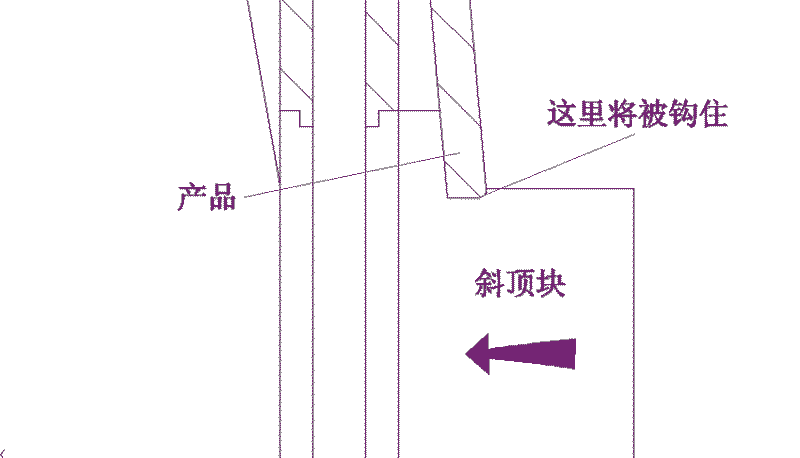 ! p. B: l. ^- t l2 o6 i5 [3 ~ ! p. B: l. ^- t l2 o6 i5 [3 ~
; b* M% U6 p, k
图5 第二个思路是做“内缩滑块”,见图6。 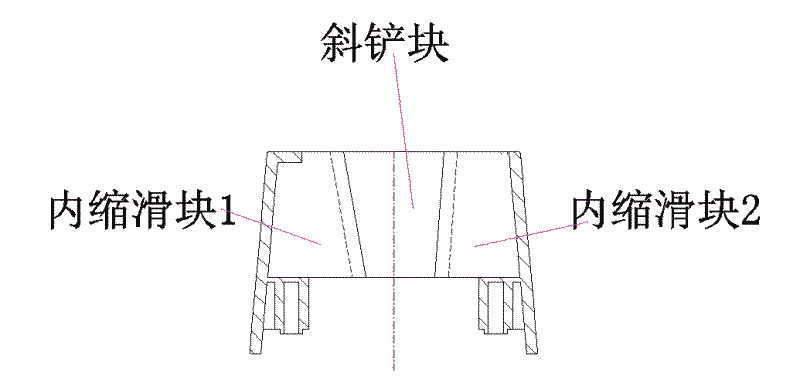
+ w$ Z. k- F& L5 Y }* x4 I; o$ _5 E
图6 如图6所示,假如二个内缩滑块向中间移动,给4个螺丝柱让出位置,产品就可以正常脱模,但是这个方案也将面对二个问题,第一是产生二个内缩滑块的斜铲块必须布置在定模一边,假如放在动模一边将无法安排动模芯的冷却水路。第二是二个内缩滑块的轨道的间隙肯定会“钻料”,这样模具将无法正常工作。所以,必须想办法将内缩滑块的滑动轨道安排在定模一侧。 三、分模 首先我们先将上下模简单地分开:见图7和图8。 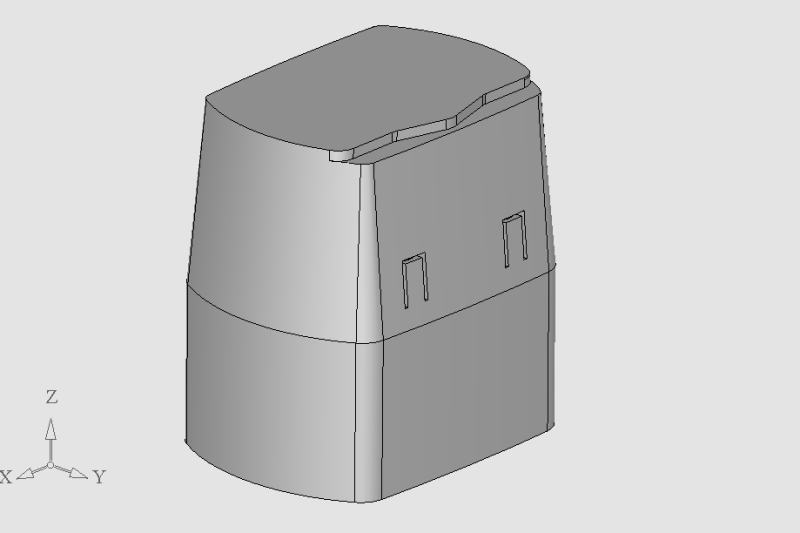
# N- U* s8 |1 U' u& M) b5 \6 b* b) f3 [# {
图7 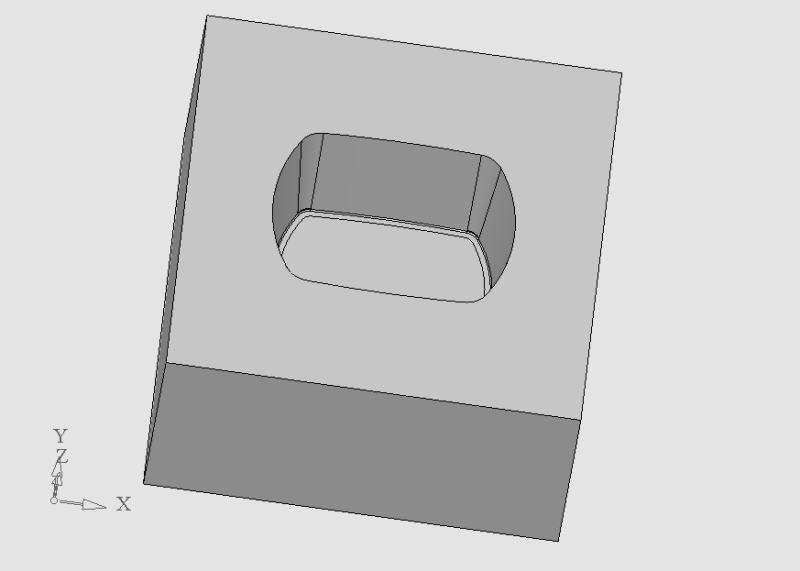
6 b/ Y9 @/ E- Y4 `( Z) T0 x$ l8 _; e" `
0 Q9 }; ^, N& {5 V% w3 i! V图8 为了实现内滑块缩芯机构,模芯可以被分割成这样,见图9。 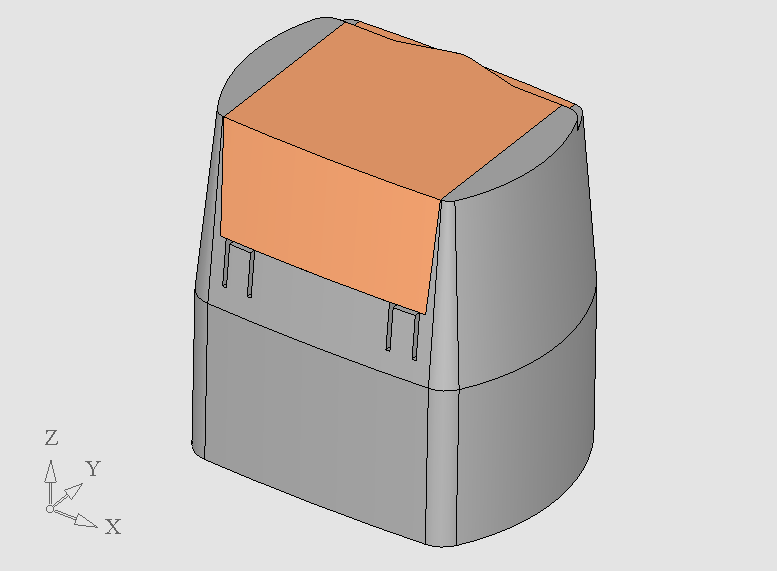
5 a$ U `: B, P, n
3 {6 q( C8 D; l! a* @0 d图9 图9中的中间部分安排到前模,将这个部分设计成为内缩芯机构。动模芯的基础部分仍然可以布置理想的冷却水路和推管顶出机构,见图10。 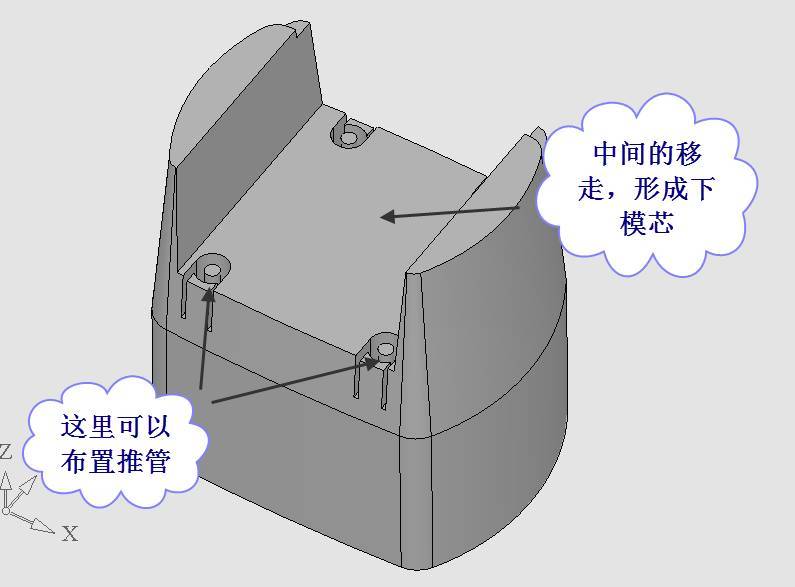 0 {) M; \ k$ N2 m; j5 A9 \ 0 {) M; \ k$ N2 m; j5 A9 \
4 P1 u7 |5 D6 u( a- R图10 安排到前模的一块是这样的,见11。 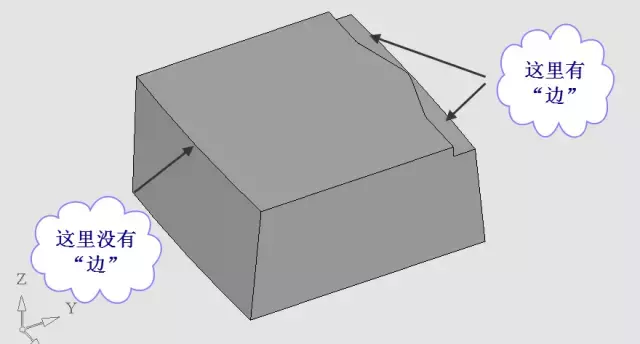 , ?+ [0 H# H9 f2 i& `% F! P , ?+ [0 H# H9 f2 i& `% F! P
8 W4 V5 W+ ^! {1 }* T' `/ r
图11 它可以被分割成3块,是设计内缩滑块和斜铲块的“基本型”,由于产品的造型的原因,一侧有“边”,一侧没有“边”,所以滑块内缩的距离是不同的,本来为了加工方便,可以将二边的滑块的斜度做成一样的,但是由于机构的运动空间非常紧凑,所以我将斜铲块的二侧的斜度做成不同的,一边是4°,另一边是10°,见图12。 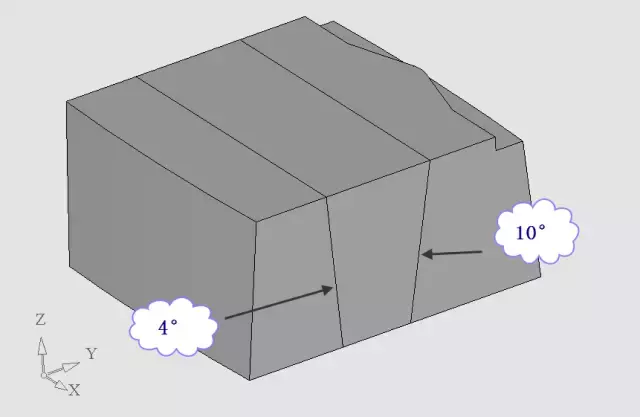 & p) X3 s+ f6 a4 }& O; [ & p) X3 s+ f6 a4 }& O; [
; W9 X* ^ @& D' t图12 四、内缩滑块和斜铲块的设计 内缩滑块和斜铲块的设计是本套模具设计的关键所在,所有的其他部件的设计都是服从于内缩滑块和斜铲块的设计。由于前面提到的原因,这3块都是被安排在定模一侧的,中间的一块就成了斜铲块,两侧的二块做成了内缩滑块。最后,这3件设计成如图13所示。 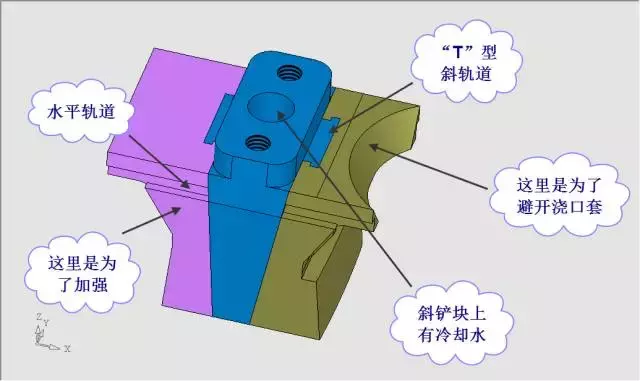
* m, O. I/ \5 M' J; E; S0 k! _5 y7 K1 u t2 E; o! h$ j& a
图13 开模时,主分型面先不打开,让前模板与前模底板先分开一小段距离(30mm),迫使有凸“T”型轨道的斜铲块与有凹“T”型轨道的内缩滑块产生相对运动,前模板和前模底板分开30mm后是这样的,见图14。 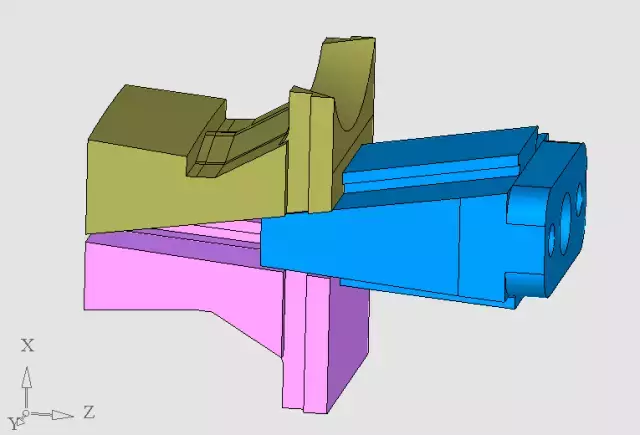
) ?$ K, J1 V( j1 Q/ \$ q# l7 t8 F1 ]
图14 这时内缩滑块已经可以与产品分离。直到滑块完全从产品里脱出来,然后主分型面分开,产品跟随动模芯后移,在运动过程中,内缩滑块上的凹的“T型槽”与斜铲块上的凸的“T型槽”始终有一小段是套在一起的,以免复位时“T”形轨道对不上,见图15。 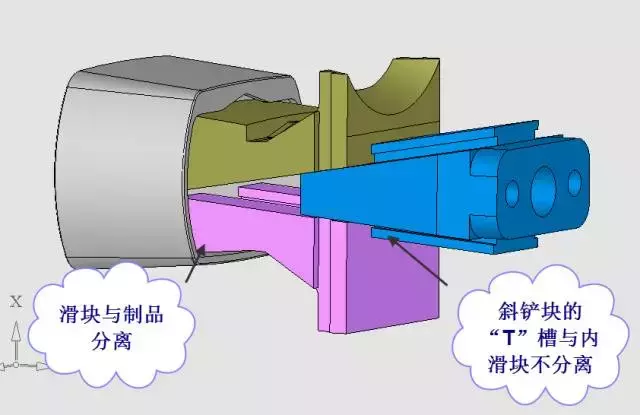 , S$ E; A2 h4 a4 |( k6 Z% z , S$ E; A2 h4 a4 |( k6 Z% z
3 E& J# t! g" K3 D" K图15 考虑到斜铲块与内缩滑块这3个零件是在产品的中央位置,冷却尤为重要,我在斜铲块里设置了“水塘”和“隔水片”,见图16。 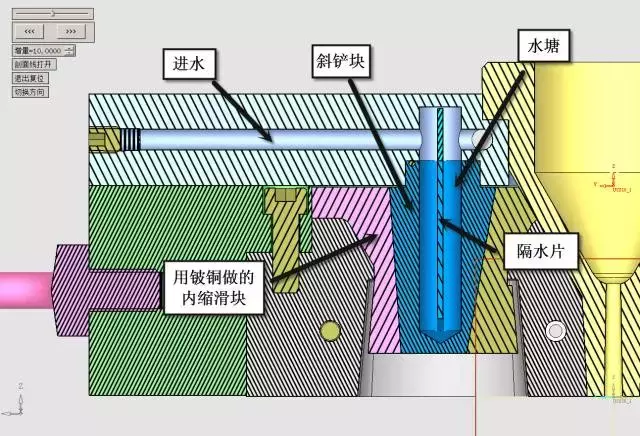 c9 e" u7 s7 ^ c9 e" u7 s7 ^
9 k& \" |8 {" ?
图16 两边的内缩滑块是用铍铜做的,这样可以提高热传导的效率,斜铲块是用耐磨的合金钢制作的,硬度为HRC48度。 五、定模仁的设计 根据客户的要求,这套模具是一模二穴的,我们要考虑到浇口和横流道应该尽量短,又要考虑到二组内滑块有足够的活动空间,考虑再三,决定将二穴的中心距设计成为130mm,见图17。 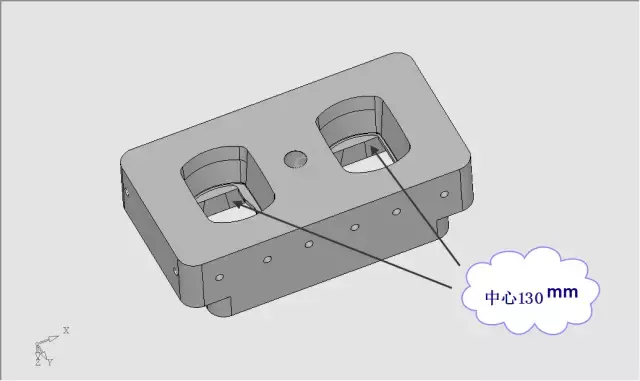
' A5 p% d/ ]: x* ~& e3 e' ?9 p' u2 @! [) S; f3 l8 J& e
图17 翻过来是这样的,见图18。 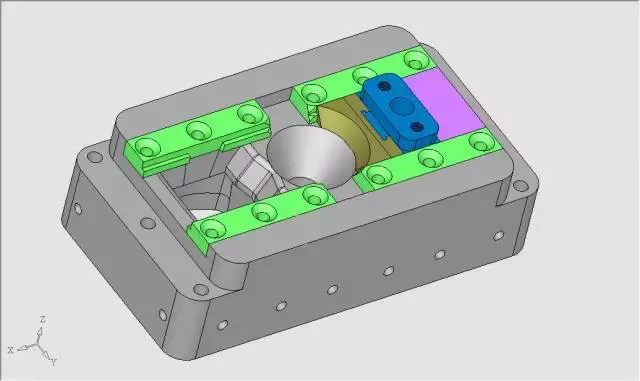
+ F5 u8 O( t. t) }! A5 B9 p' q2 L4 g$ N4 {
图18 这个定模仁与定模框的固定,我们采取了这样的一个设计。因为考虑到内缩滑块和斜铲块之间有个相对运动的距离(30mm),而内缩滑块是被附加在定模仁上的,定模仁又是被固定在定模框上的,而斜铲块是固定在定模底板上的,所以,每一次开模,定模框就会与定模底板分开30mm。所以定模仁必须要固定在定模框上,但是定模框的底部是通的,常规的螺丝固定的方法就不起作用。我们采用了图19的固定方法。 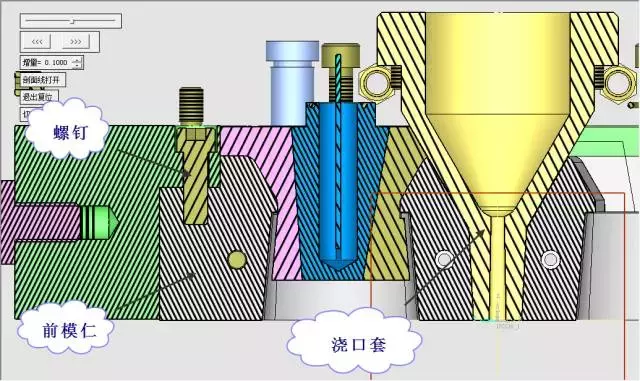
4 ^% {9 p$ Q) m; [8 U* i" z- X
+ l0 M2 F" N+ v" N9 W图19 在定模仁的反面做了一个台阶,从台阶处收紧螺丝: 这样的固定方法可以使得定模仁非常稳定,同时又可以获得最短的主流道。 六、定模框与定模底板的滑动连接设计 为了减少模具制作成本,我采用了普通标准模架加装附加导柱导套的结构,运动的距离是由4个限位螺丝来控制的,见图20。 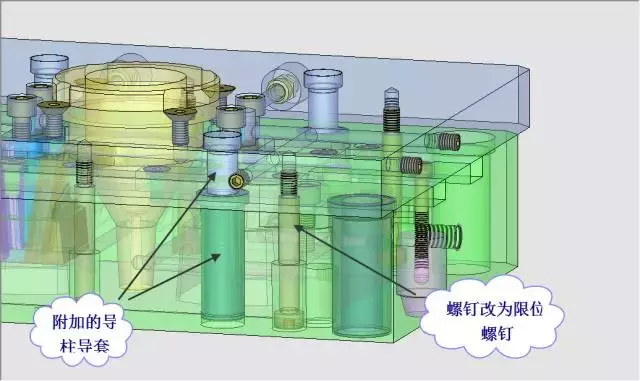
j, N8 V3 W! a7 D! _6 ]
1 x4 {" ?0 ?+ J) l* t% x图20 这样的结构比较简单,加工方便,也省去了定制非标模架的费用。(一般非标的模架要加价30%) 七、内缩滑块滑动轨道的设计 内缩滑块滑动轨道的设计见图21。 
. D1 ]# M2 O, F1 b
: p: x) u, F* V0 N: z4 ^: T7 B. U图21 内缩滑块滑动轨道的设计是采用卡槽式的结构,从图21可以看到在模框上有供“轨道”安装的缺口,加工好的“轨道”可以很方便地从侧面的缺口插进去,然后用螺丝固定。“轨道”用优质耐磨的合金钢制作,硬度为HRC58度。 八、主流道的设计 为了获得最佳的注塑效果,采用了如图22的浇口套。 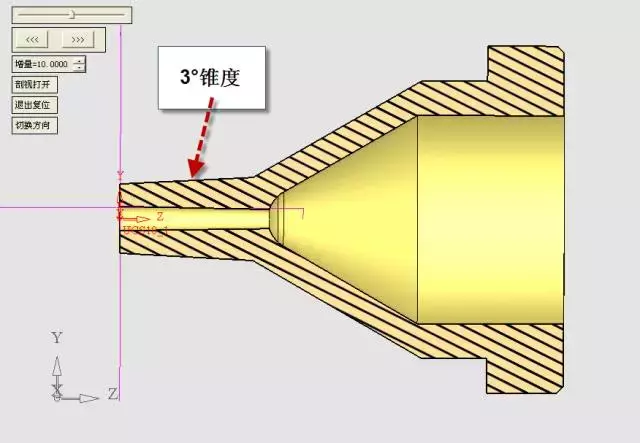 . o9 e% p+ M2 y . o9 e% p+ M2 y
4 ?; N$ h S ]* k M图22 它需要注塑机另外配置专用的加长喷嘴。浇口套与模仁的配合处采用了3°的锥度。以避免定模框与定模第板分开时浇口套外圆被拉毛而产生飞边。 九、 分流道和进料口 这个产品的浇口系统采用的是常规的潜伏式浇口,见图23。 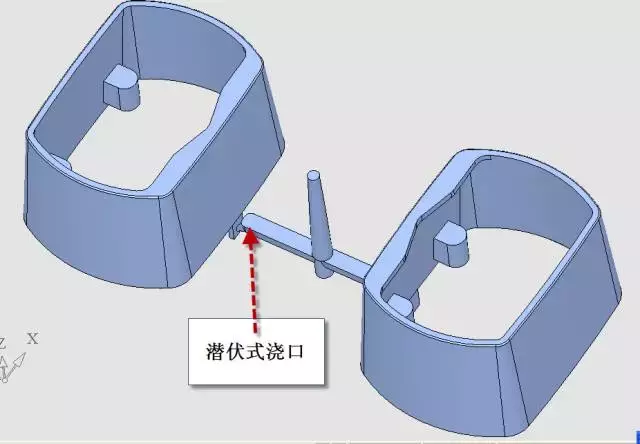
- i6 n9 Z O0 ~5 r: e4 D0 L6 L
7 `3 D6 N! h. [2 M: @' P7 X* W图23 塑料从产品上附加的一个小片上进入,产品出来后再将它切除,这样的注塑效果比较好,见图24。 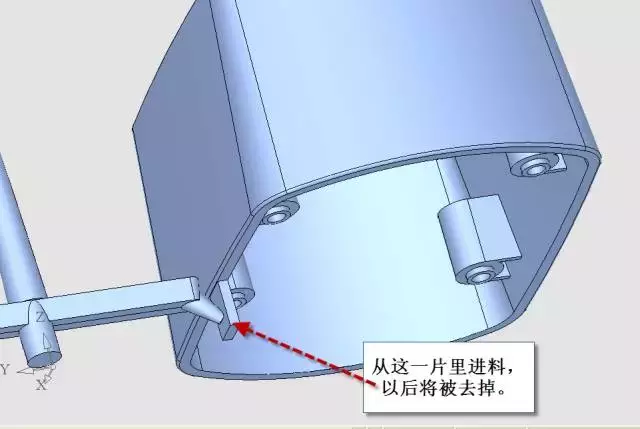
1 h3 q1 v* E( i- ]( f3 z# D* ?7 J$ f* c' f5 L
图24 十、定模的冷却 为了提高注塑生产的效率和控制均匀的模温,以减少产品的内应力,定模部分采用了充分的冷却。定模仁的冷却是采用了二个“单循环”,见图25。 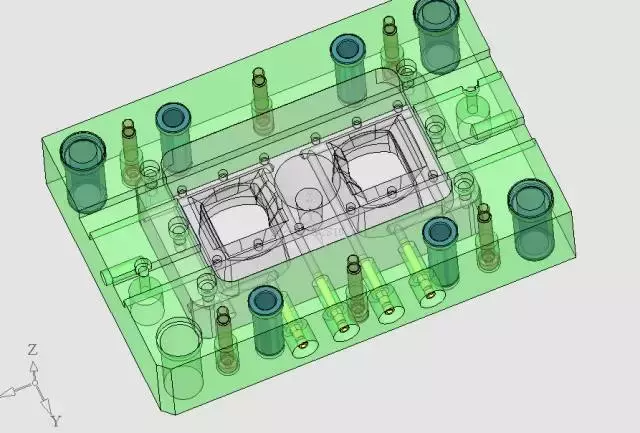
7 i* T% U& O% q. m+ z' e
0 h9 Y2 J, U9 n6 h; `8 x. L图25 二处“斜铲块”是重要的冷却位置,由于结构的关系,内缩滑块上是做不到冷却的,整个凸模的热量的50%靠“斜铲块”中间的“水塘”带走。它的水路是从定模底板里走的,如下图,为了避开浇口套,在定模板上饶了个圈,因为要考虑到调试注塑机的工人节驳水管的方便,水接头要放在方便的位置,出于无奈,只好这样做了,见图26。 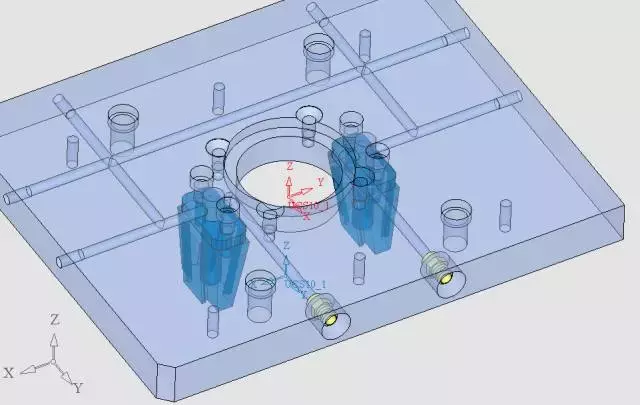
" j3 R7 [! `0 @2 ]. d+ |
" e4 E; R' s! o+ R3 n, d% Y% `图26 定模的二层的水管的出口的接头是安排在注塑机操作面板的反面一侧的,这样调机工接驳水管比较方便,水管接头尽量少放在模具的上面和下面,放在上面的水管接头在装拆时有水滴在模具上容易生锈。放在下面的水管接头装拆不方便。所以我一般都是喜欢如图27的布置。 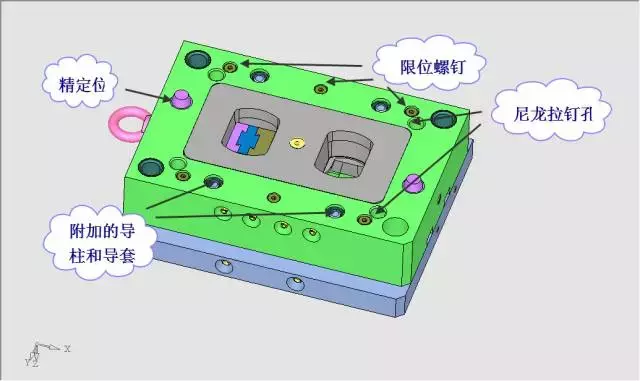
1 B5 l$ r! b2 e8 G7 ]* k4 u5 T: n: } \1 e
图27 十一、动、定模的精确定位 定模部分最终装配后的状况是这样的,分型面上设有二处圆锥形的精定位器。与动模部分精确定位,以保证注塑出来的产品壁厚均匀不错位,见图28。 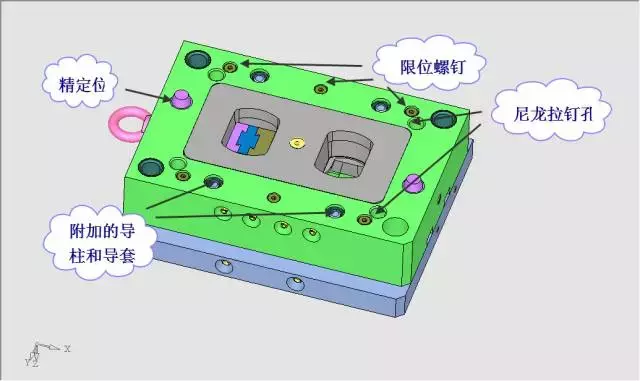 6 c5 }; q6 V' I+ T& P' ]* Q$ I 6 c5 }; q6 V' I+ T& P' ]* Q$ I
% h* j2 M! G) S图28 本套模具的一个关键动作是定模框与定模底板要分开30mm的空档,迫使“斜铲块”与“内缩滑块”分开30mm。这个动作的的拉力是靠4个“尼龙拉钉”来实现的。开模时由于“尼龙拉钉”的作用,动模板紧紧地拉住动模框,等到定模框上的6个“限位螺丝”到位,这时内缩滑块已经缩到位,动模板才与定模框分开。“尼龙拉钉”的拉力失效,则“内缩滑块”的动作也失效,产品奖会被“内缩滑块”刮坏。定模框上与“尼龙拉钉”相配的孔的内表面要求很光滑,这样“尼龙拉钉”的拉力才充分体现,而且“尼龙拉钉”的寿命会延长。 十二、动模的设计 动模的整体外观是这样的,见图29。 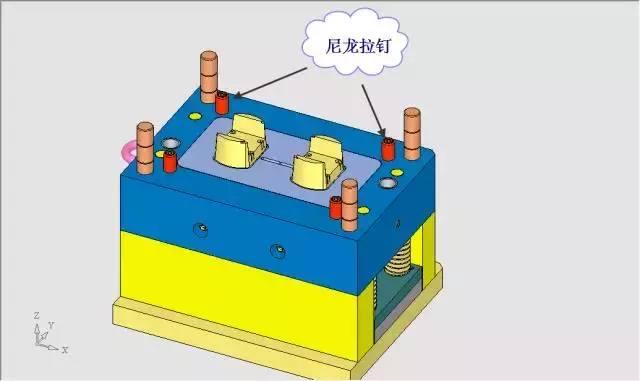 - P7 K; Y! p. U; \& N# F' |/ Z - P7 K; Y! p. U; \& N# F' |/ Z
( n1 ?# z( l& D7 J: o: t n图29 动模仁是这样的,见图30。 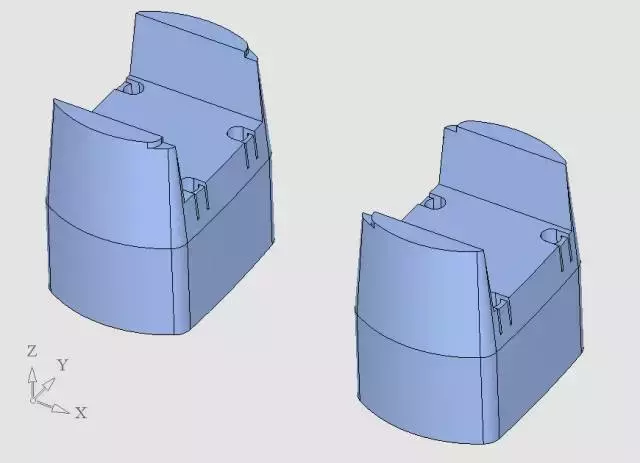 ' v& v" G d( Z/ z, Y4 o# f ' v& v" G d( Z/ z, Y4 o# f
6 P, C& A# `$ P4 v- L* H) I: M: B
图30 动模仁在模具闭合状态与二个内滑块以及斜铲块是密合的,包括二侧3°的斜面和底面,如果间隙大就会“钻料”,产生“飞边”,使得内缩滑块不能正常工作,见图31。 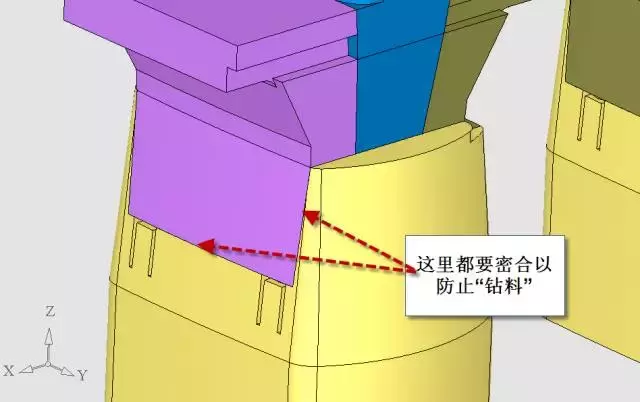 ) H; r5 v, J9 ]/ n7 i5 B$ k! ~2 z ) H; r5 v, J9 ]/ n7 i5 B$ k! ~2 z
: |4 B" p Z1 T. r
图31 我们将它放透明看,可以看到每个动模仁上有2处“水塘”和推管孔,见图32。 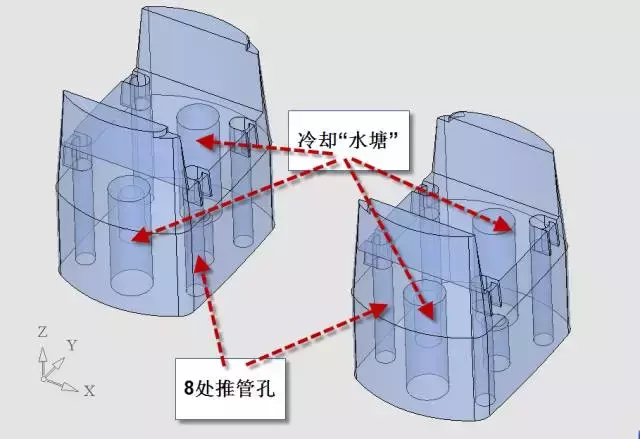 4 v$ J" ]; x0 W 4 v$ J" ]; x0 W
+ a: m& V* L8 g" |0 D1 q
图32 动模部分的水冷却是这样安排的,见图33。 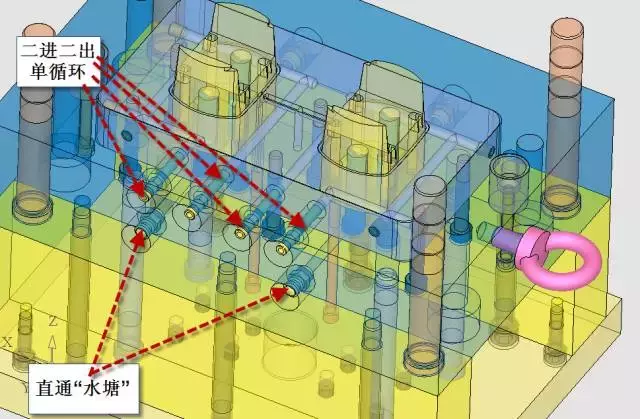 ) |% X! [& m; A& P/ x3 `( O ) |% X! [& m; A& P/ x3 `( O
+ o, `5 c( p/ ~- p! w
图33 十三、产品的顶出 产品的顶出比较简单,就靠4根推管来实现的,见图34。 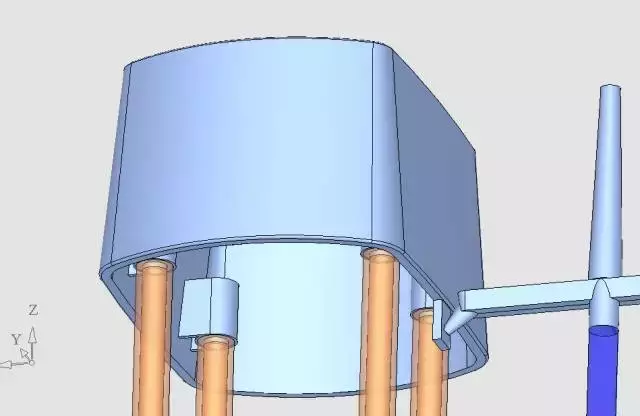 ( ~5 G! b8 e. a& I ( ~5 G! b8 e. a& I
+ h, k. p4 Q8 D图34 十四、整套模具的外形 如图35。 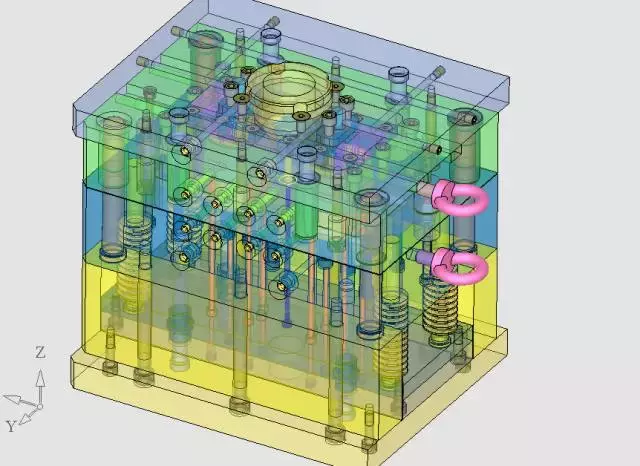
( A) Q- X+ N1 D# j: r, [8 H$ I1 ^1 g1 C1 W) w
图35 这套模具的成本控制与加工合理性均属上乘,由常州某日资模具厂制造,效果如预期,一次试模成功,已量产。 小结 讲真的,这套模具无论从进胶到模具结构的构思,都有点难度,现在既然已经设计出来了,模具也投入了生产。我将几个关键点与大家分享一下。 1、内缩滑块是安排在定模侧的,开模时定模框与定模底板先分开一段距离,使得内缩滑块与斜铲块之间产生相对运动,实现滑块的内缩,是典型的前模内缩芯机构,可以用在很多场合。关键是在模具的开合过程中,内缩滑块与斜铲块始终有一小段是套在一起的。假如设计时没有想到这一点,内缩滑块与斜铲块离开了,再想对准“T”型轨道是不可能的,后果是内缩滑块与斜铲块被压坏。 2、内缩滑块的轨道的形式和装配方法有独特的地方。 3、浇口的设计有点无奈,但是我的思路是,虽然浇口要合理,要最优化,但是始终要服从模具的总体结构。这套模具的浇口不是很优化,但是在统筹兼顾的前提下,已经达到了比较好的效果,而且主流道非常短,使得入胶的阻力比较小。
5 ]5 Z6 l, ^$ m. |- D+ h; [5 X, K | 
 |关于我们|sitemap|小黑屋|Archiver|手机版|UG网-UG技术论坛-青华数控模具培训学校
( 粤ICP备15108561号 )
|关于我们|sitemap|小黑屋|Archiver|手机版|UG网-UG技术论坛-青华数控模具培训学校
( 粤ICP备15108561号 )


 狗仔卡
狗仔卡 发表于 2020-10-15 20:38
发表于 2020-10-15 20:38
 提升卡
提升卡 沉默卡
沉默卡 喧嚣卡
喧嚣卡 变色卡
变色卡 抢沙发
抢沙发 千斤顶
千斤顶 显身卡
显身卡