8 A/ ?' W" c1 x$ ~% c9 _; \; p1 m
/ b! A7 [, S/ A4 ~7 S
 4 w0 }& i. T1 X& N v* U/ `9 Q 4 w0 }& i. T1 X& N v* U/ `9 Q
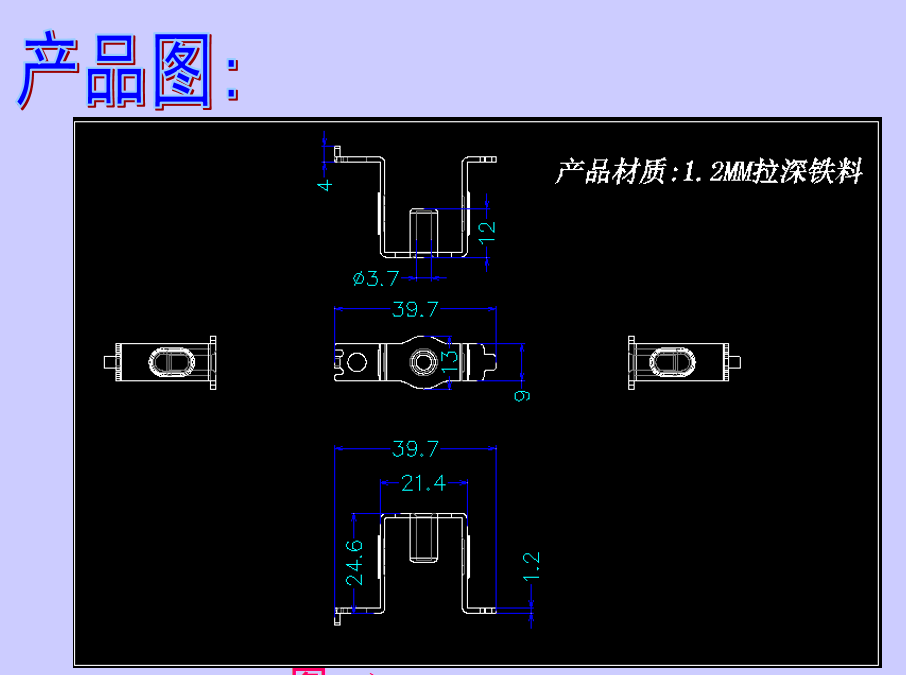
0 m% \- e) E4 V/ Q导语:我们在生产中碰到一些加工工艺复杂的产品,如果按加工工艺一步步来做,往往需要花很多人工和时间,这样做不仅生产效率低,而且成本也高,从而造成产品在市场上没竞争力。 比如上图一所示,这是一个拉深带折弯并且还要攻牙的产品,产品材质1.2MM拉深铁料。 一般我们用连续模拉深再折弯后冲压出产品,然后用人工单个产品攻牙,这样做想要保持冲压生产跟攻牙同步,必须要七八个攻牙工人同时攻牙,太费人工且效率低下。 如果我们在连续模内加装一个攻牙装置,这个问题就迎刃而解了。产品在模具里面一边冲压生产一边攻好牙出来,很爽,以前要9个人做的事,现在只要一个人就解决了,不仅省人工,省机器,省电费,还省心。 设计模内攻牙诚然是一件大好事,但有一定的技术难度,很多工厂不会设计,下面就让我一步步给大家讲解! 1.首先,我们还是从分析产品和做产品工艺图开始,先通过计算做好拉深工艺图(如图二),拉深后再折弯,做好折弯工艺图(如图三)。 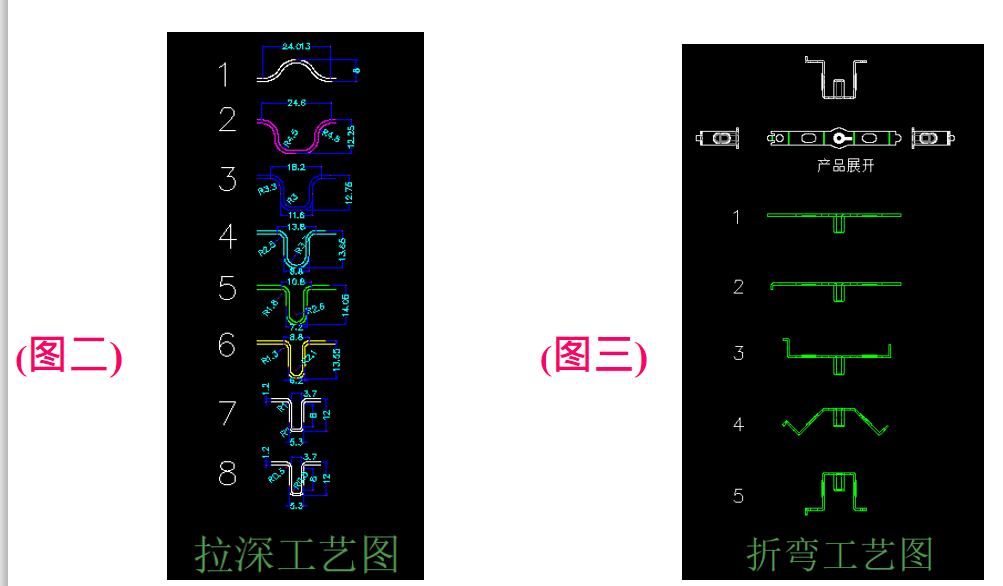
7 Y6 Y' |% G6 \8 L" N' O; r, `* j2 |: d1 A9 p% W4 H
2.我们要排好料带,非常清晰地安排好从冲孔,飞边,到拉深,折弯,落料等每一个工站的工作图,定好模内攻牙机的位置,确定好模板分板位置及模板的长宽尺寸,并做好料带侧视图。如图四 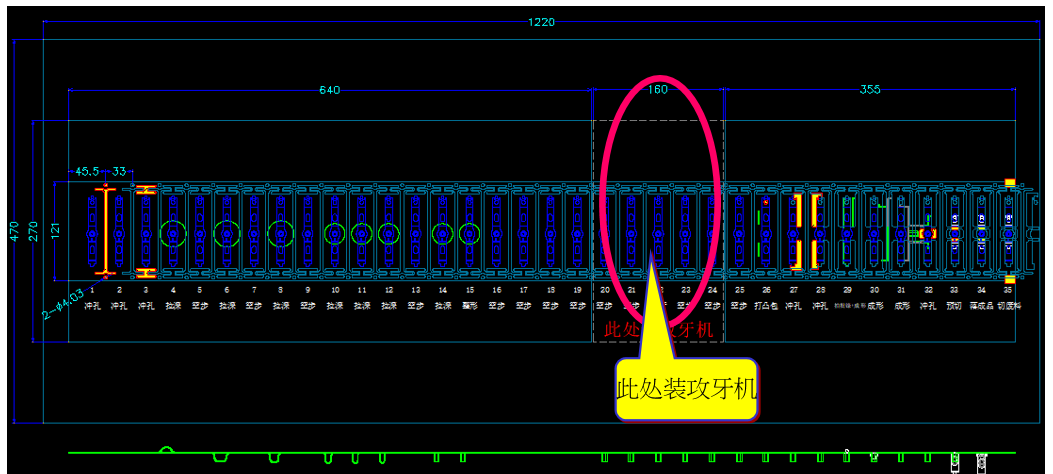
+ t# w, N' T! d6 L% z- d r
( v' c c! l6 t% R: R. U: m: o- g3.我们要确定好模具结构,各块模板厚度,画好各个成形工艺在模具结构中的侧视图,做好模内攻牙机在结构图的位置。如图五 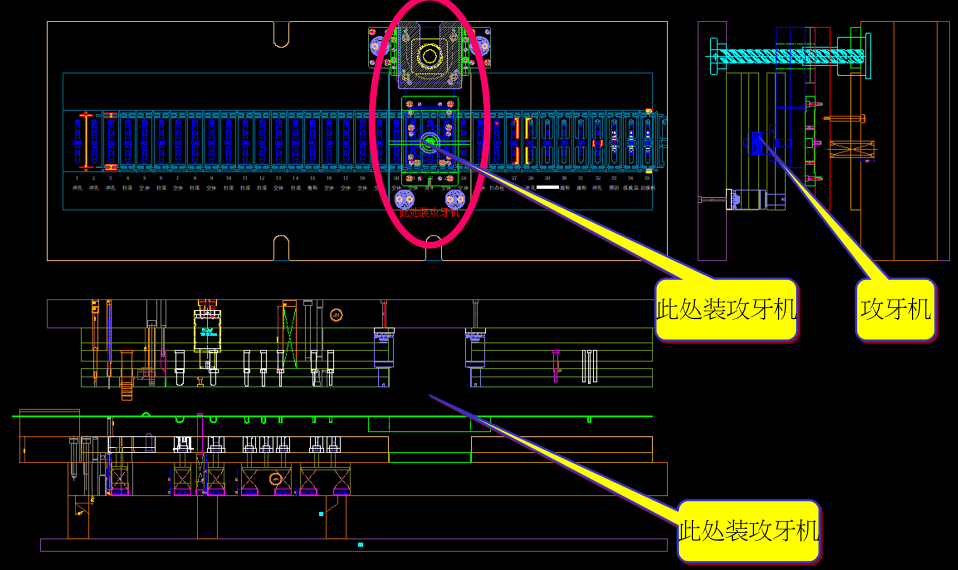
1 u* o! S$ C; p/ ~) [' \8 C9 V9 J* M- f; B* z+ K4 W9 \3 |
4.根据料带工艺图和模具结构侧视图,绘制整套模具图,以及模内攻牙机在模具内的安装加工图。如图六 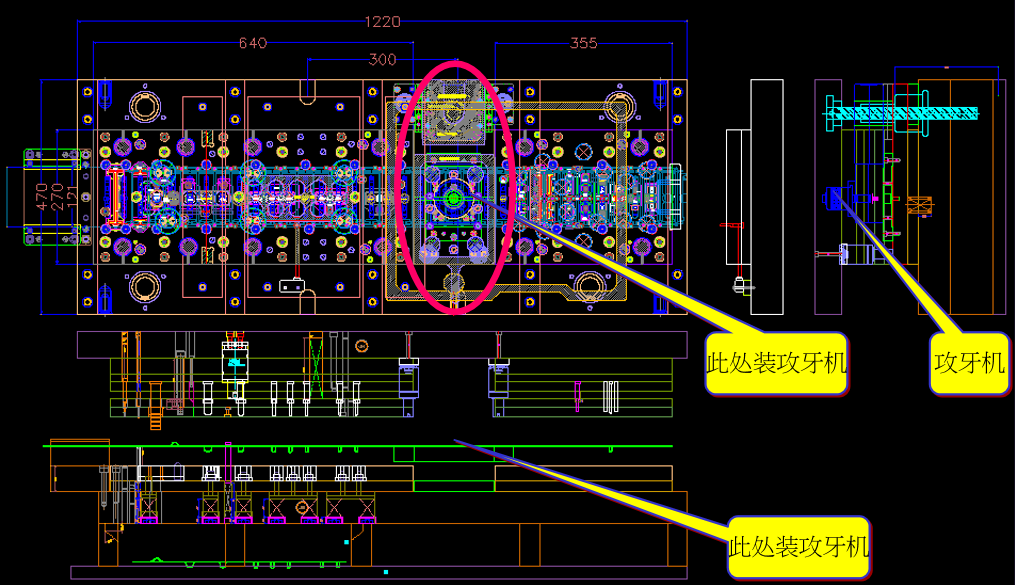 . Q4 D8 y. q. J, b4 } . Q4 D8 y. q. J, b4 }
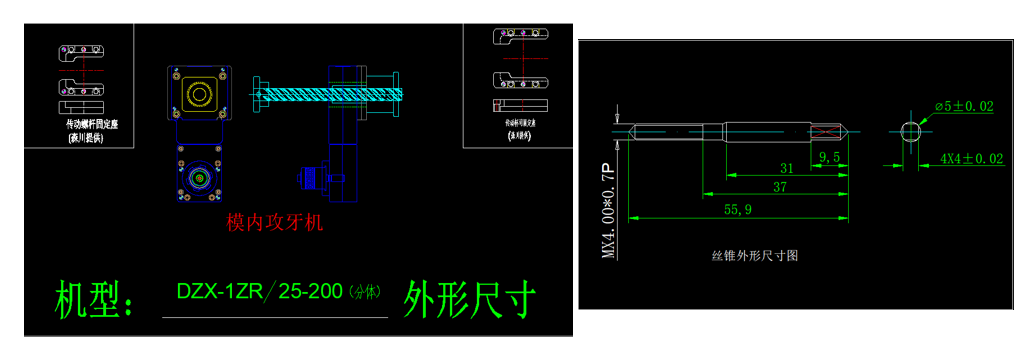
: ?& n8 q2 g7 \/ e0 N( U( W) j5.分模。分出每块模板图,做好各模板的加工说明和标数,以及每块板的相应侧视图。 6.绘制好零件图以及做好加工说明和标数。需要外购的标准件要单独画好准备外购,如一些标准件不知道尺寸和形状,可要求供应商提供图纸或图档进行选择,并保存相关常用规格的图档。(如模内攻牙机的规格和图档) ' ~. L% m4 b' B8 {; D+ e4 w
$ F% w3 t! H* r6 L; l5 s9 E# _: u5 B. x, \" I3 c
7.对于比较复杂的由多个零件组成的组件,要画出组件的组装和加工示意图,以方便钳工组装。 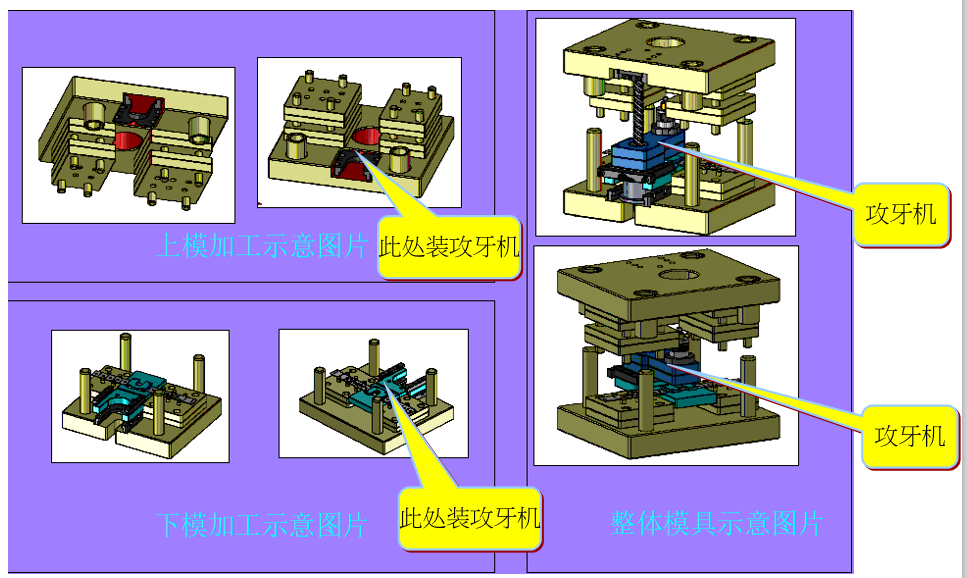
& H& R) E* L) Q( N a) }, J( {5 ~: h. e% b* m# |/ P
| 
 |关于我们|sitemap|小黑屋|Archiver|手机版|UG网-UG技术论坛-青华数控模具培训学校
( 粤ICP备15108561号 )
|关于我们|sitemap|小黑屋|Archiver|手机版|UG网-UG技术论坛-青华数控模具培训学校
( 粤ICP备15108561号 )


 狗仔卡
狗仔卡 发表于 2021-7-11 18:41
发表于 2021-7-11 18:41
 提升卡
提升卡 沉默卡
沉默卡 喧嚣卡
喧嚣卡 变色卡
变色卡 抢沙发
抢沙发 千斤顶
千斤顶 显身卡
显身卡