本帖最后由 lzh.810 于 2016-4-11 10:58 编辑 * b* P- l' E: T6 {6 D" \
0 p5 i" H/ h' U/ D- V! e+ v
; i# F. l1 R l3 o- h0 ^3 k" t$ o1 [4 B! ~5 V
Autodesk Moldflow 2017 多国语言 64-64bit 官方下载 (右键复制迅雷下载)
3 a. b/ T% J4 F3 z- s+ q
3 K, j: ]4 @! O' _
Autodesk Simulation Moldflow Synergy 2017 64位下载网址:
$ C; `) P/ ]& z7 k, a$ Q
http://trial2.autodesk.com/NET17SWDLD/2017/MFS/DLM/MFS_2017_Multilingual_Win_64bit_dlm_001_002.sfx.exe9 D1 i- f% {, `+ T$ F( ^. Y) u
http://trial2.autodesk.com/NET17SWDLD/2017/MFS/DLM/MFS_2017_Multilingual_Win_64bit_dlm_002_002.sfx.exe & P" I+ H! y( u3 N$ b
Autodesk Simulation Moldflow Insight Ultimate 2017
7 n& Y" D: P6 J8 u ( W) W' S$ ~, g1 e
http://trial2.autodesk.com/NET17SWDLD/2017/MFIA/DLM/MFIA_2017_Multilingual_Win_64bit_dlm.sfx.exe
, z, K8 R6 M* S1 q+ SAutodesk Simulation Moldflow CAD Doctor 2017
- P7 S, O1 T1 w5 ^: c
8 n% U* q ~8 w( c" n" L; m3 w. [1 O
http://trial2.autodesk.com/NET17SWDLD/2017/MFCD/DLM/MFCD_2017_Multilingual_Win_64bit_dlm.sfx.exe
& b4 ]) u6 D; P, N* a3 t- @
5 T& E: x5 F0 {! k) y
下面的可根据自己的选择决定是否下载。
9 {4 |4 S8 |& t
9 b4 X0 F2 `/ Q: D/ t
Autodesk Simulation Moldflow Adviser Ultimate 2017
. B" ?: {/ X' e
http://trial2.autodesk.com/NET17SWDLD/2017/MFAA/DLM/MFAA_2017_Multilingual_Win_64bit_dlm_001_002.sfx.exe
. ^0 a4 u V5 _( D7 u- L: dhttp://trial2.autodesk.com/NET17SWDLD/2017/MFAA/DLM/MFAA_2017_Multilingual_Win_64bit_dlm_002_002.sfx.exe 1 p4 p4 `9 m- o3 X$ `# Z' h2 R0 C
Autodesk Simulation Moldflow Design (formerly Simulation DFM) 2017
0 @: N3 V) @2 l' S2 S$ A5 O7 P$ }
http://trial2.autodesk.com/NET17SWDLD/2017/SIMDFM/DLM/SIMDFM_2017_Multilingual_Win_64bit_dlm.sfx.exe
' @* d x1 a; P- V, ?
7 I: t' }5 j1 ]7 E& ~: N l/ Q& k
破解文件下载地址:
2 r9 k* c+ _4 n
[% U1 D9 b. q* S; T; V; ?' R |; p4 u9 B
0 Y3 A& c. r: a, Z+ o9 K0 V' P$ Y% ^, f3 W7 H% k/ t
# k2 l: F! x$ w8 C; N9 |Moldflow2017新功能
! W: u* T# o- |4 {
模流分析软件moldflow2017版本, 气辅和双色模可以分析冷却啦! 4 F, y$ C9 n( p A5 ~" `
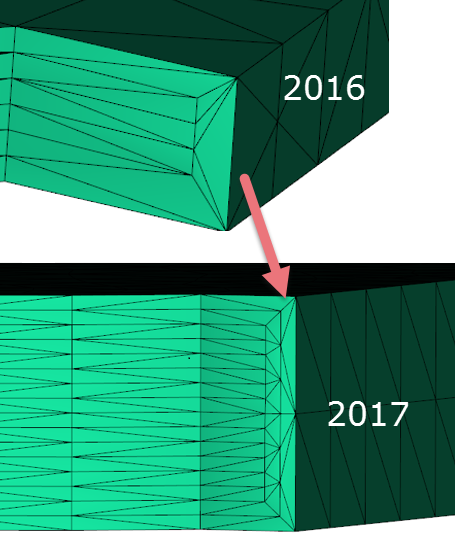
基于“改进层”的新三维网格生成器已提升质量和分析精度。 ; C9 Q, X! ^& O* l
在 Autodesk Moldflow Insight 2017 中,零件的默认三维网格生成器将以“改进层”为基础。此网格生成器对模具零部件使用的算法与 Autodesk Moldflow Insight 2016 网格生成器使用的算法相同。 ' u! F5 l& X& ?; {& q" Z, M% L
注: 旧版三维网格生成器将仍作为非默认网格生成器进行提供。 ; t+ p( o6 n, j8 y1 O
3 \/ b9 i1 L+ }/ V; C3 O% [若要访问此新网格生成器,请单击 (“网格”选项卡 > “网格”面板 > “生成网格”)。“改进层”是默认的三维网格生成器。 (“网格”选项卡 > “网格”面板 > “生成网格”)。“改进层”是默认的三维网格生成器。
4 V9 g$ T7 x# q* u2 R
S4 B* d, y4 g9 L$ q& C
新改进三维网格生成器的优点
) o o0 o7 [! i' x* ^8 T: e Z1 K4 G( C/ T2 f
- 它不依赖于曲面匹配。
厚度方向的单元数的默认值已从 6 更改为 10。 4 y, c8 I9 H9 |$ t) F6 P
7 i$ E( _# I. x. E6 a: U优化了边附近的细化 - 当表面上没有任何内部节点时,它将优化边附近的表面网格。
- 该网格生成器可以在短粗区域中生成更好的网格,并且运行速度比旧网格生成器大约快 30%。
- 中心区域的转换更为平滑。
, n" B" }, ~2 x6 I% U$ A+ {& s
; ^! u! s/ _3 F% O
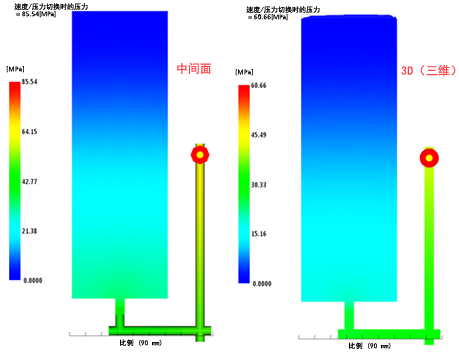
' \- b4 X1 L _. u1 U2 b2 Z8 [三维流动精确度增强
+ d0 Z/ R, A" V' Q6 z
为了提供精度,已对三维流动求解器进行更改,其中包括纤维取向。 注射位置周围的网格敏感度为了降低注射位置周围的更精细网格的网格敏感度,已对三维流动求解器进行改进。这些改进减少了在浇口位于角点处时出现过多非物理剪切热的次数。
. b: E7 f g2 U6 g. Y2 h' Z) b8 p比热计算对于部分冻结的四面体网格单元的比热计算,已针对具有可变比热的材料进行改进。此项更改还将提高三维流动压力降预测的准确性。 * P% z9 E9 e9 d2 R0 `
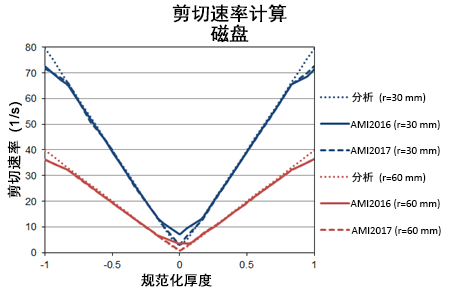
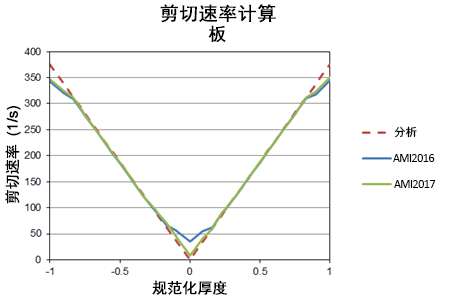
' c. h* D& c' g! T" U3 b剪切速率计算7 y6 w F: W* G, V. y- f1 c
! ?* \* ^. `3 I) V: @% n
四面体单元中的剪切速率计算已得到改进,这样,当细化网格时可以在零件中心线处更快接近值为零的真解。该修改略微改善了与粘度预测相关的剪切速率,进而改进了流动精度。请注意,这会提高某些零件中的压力降,特别是在四面体网格较为粗糙时。 ' ?' M) E1 s4 T4 c4 i. F. x- H c
! D" r( y: o0 Z4 e1 A M
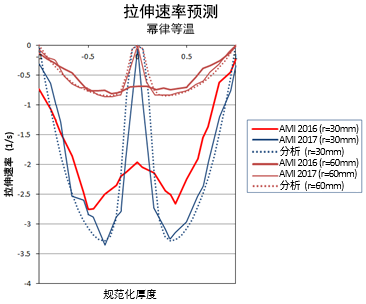
8 ~8 j0 h9 d+ \6 L- M6 ~$ G: [拉伸速率预测- F. o! @/ d% H; e6 G; Y
鉴于等温牛顿和幂律流体,三维流动求解器拉伸速率预测现在更接近分析解决方案。
; j. H, Q% _4 n {
! X* `; t8 ], j( H2 W
+ P( a! o% W* b2 n) V/ e/ `
4 p( o7 d/ s9 d) R5 u4 d3 u8 s+ \- @
可自定义和可固定的功能' r. U2 [2 s. g7 S% a
, i) B& I. O3 Q% X8 W
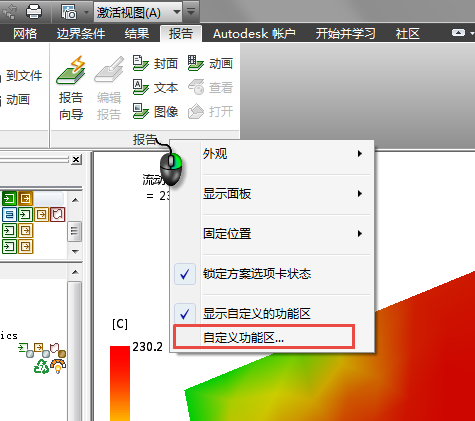
; i( x* Z* y7 `' ^为了最大限度地提高工作流的效率并减少鼠标单击次数,您现在可以创建新的功能区选项卡,或者在现有选项卡上创建新面板,以包含常用命令。 命令位于功能区中并按其功能进行组织。例如,“常用”选项卡包含设置基本分析所需的命令。“报告”选项卡承载用于生成自定义报告的命令。如果您发现只需使用每个选项卡上的部分命令,并且想要在同一选项卡上找到所有这些命令,您可以创建一个仅包含这些命令的自定义选项卡。或者,您可以向常用选项卡添加一个新面板,其中包含所需的其余命令。通过此方法,您可以访问所有常用命令,而不必切换选项卡。 要创建您的自定义功能区,请在功能区上的任意位置单击鼠标右键,然后选择“自定义功能区”。默认情况下,会显示您的已自定义功能区。如果您要隐藏它,请取消选中“显示自定义功能区”。 * P+ N4 {5 `2 J# Z
1 {, h* Y' a! P9 m6 ?- n( i
/ ~) `5 o2 e" N$ @; ?
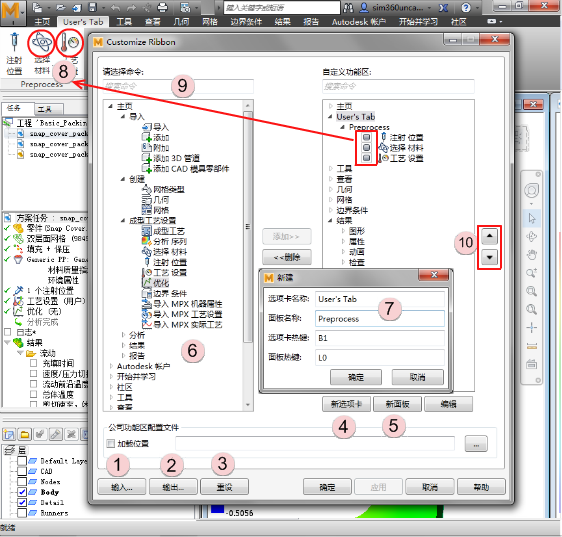
. C6 p1 u& i0 Y }在“自定义功能区”对话框中,您可以执行以下操作: - 将自定义的功能区输入为 .xml 文件。如果要使用某一公司功能区配置文件,请单击“加载自”,然后导航到保存该文件的文件夹。
- 将自定义的功能区输出为 .xml 文件
- 重新将自定义的功能区重置为默认设置
- 最多可以创建 27 个功能区选项卡,并按需进行自定义
- 最多可以在单个选项卡上创建 21 个功能区面板
- 最多可以在单个面板上添加 75 条最常用命令
- 重命名自定义的功能区选项卡和自定义的面板
- 调整图标的大小以更好地适应面板
- 搜索命令(如果您不知道在哪个功能区上找到它们)
% a! y/ p8 L+ s+ b0 T
' h) n7 t. J y4 N" {/ j" c2 J
2 x. @; e/ d& `* [5 z1 a0 e, G! L0 t4 o! U9 k q8 f% T8 e6 @1 q/ m
" o; }, e6 Z+ p/ r G7 x
( v" h5 {( w" Q
6 Y- `$ F, k# {: F' u6 q3 J
用于气体辅助注射成型的三维冷却分析# {( F$ e6 _8 r0 b8 C! H
d0 `) S; R# }) [& w
' H( J+ M$ ~+ d" x) d/ E: `+ R- p
气体辅助注射成型0 I3 k6 ^1 X; V; Z1 y5 X
该工艺从将聚合物熔体部分或全部注射到模具型腔开始。然后,将已压缩的惰性气体(通常为氮气)注射到热聚合物的型芯中。它将聚合物推送到模具中,直到填入为止。在填充阶段过后,先进入气体驱动的保压和冷却阶段,然后再顶出零件。 此工艺所需的锁模力注塑机和材料数目都很少,周期时间也很短。也可以在零件中产生较少的残余应力,进而可以减小潜在的缩痕。最终将减少零件翘曲,从而极大改进零件的整体质量和尺寸稳定性。 但是,由于模具温度和气泡彼此既相关又相互作用,此“气体辅助注射成型”工艺可能会变得不稳定。因此,模具中的气体流动解决方案与冷却分析之间的温度耦合应为强耦合,以确保在所有情况下都能获得准确的模拟。 要访问用于气体辅助注射的三维冷却分析,请执行以下操作: - 为三维模型设定一个“气体辅助注射成型”分析,方法是单击
 (“主页”选项卡 > “成型工艺设置”面板),然后从列表中选择“气体辅助注射成型”。 (“主页”选项卡 > “成型工艺设置”面板),然后从列表中选择“气体辅助注射成型”。 - 单击
 (“主页”选项卡 > “成型工艺设置”面板 > “分析序列”)。 (“主页”选项卡 > “成型工艺设置”面板 > “分析序列”)。
6 h7 W$ c1 @ Q% `, `( ]
有两种新类型的分析序列: - 四个以冷却 (FEM) 开头的新序列:冷却 (FEM)、冷却 (FEM) + 填充、...
- 两个在中间位置包含冷却 (FEM) 的新序列:填充 + 保压 + 冷却 (FEM) + 填充 + 保压和填充 + 保压 + 冷却 (FEM) + 填充 + 保压 + 翘曲。- `( x; C2 I" p) J- ]# X4 n
, V0 z( K0 _/ ~2 q以冷却 (FEM) 开头的序列
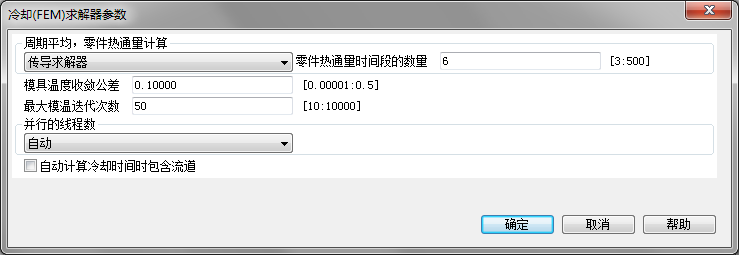
6 o7 X' m9 h/ L* h四个以冷却 (FEM) 开头的新序列使用“冷却 (FEM) 求解器参数”对话框内的“每次迭代都执行流动分析”选项。 要访问此对话框,请单击  (“主页”选项卡 > “成型工艺设置”面板 > “工艺设置”)。然后,单击“下一步”,直到“冷却 (FEM) 设置”页面出现为止。最后,单击“冷却 (FEM) 求解器参数...”。 (“主页”选项卡 > “成型工艺设置”面板 > “工艺设置”)。然后,单击“下一步”,直到“冷却 (FEM) 设置”页面出现为止。最后,单击“冷却 (FEM) 求解器参数...”。
0 _3 ]$ b! l3 x1 a& }
1 X/ d; j- k1 _9 \图 1:显示“每次迭代都执行流动分析”选项的冷却 (FEM) 求解器参数 $ ?/ @ S7 s# t7 ~
0 H P! I4 U6 @1 c) |9 ~
尽管从理论上来讲“每次迭代都执行流动分析”求解能为气体冷却提供最准确的求解,但是其速度较慢,特别是在工艺不稳定时。
: H {# o9 `9 a% v3 O+ N* b; n, | ?使用传导求解器已添加对气体辅助注射成型使用传导求解器这一选项,使得求解速度大大提升。但是,该求解可能不像使用“每次迭代都执行流动分析”选项时那样准确。 传导求解器假定,在周期开始时零件内充满处于熔体温度的熔化聚合物。因此,第二种方法需要设置以下任一序列:填充 + 保压 + 冷却 (FEM) + 填充 + 保压或填充 + 保压 + 冷却 (FEM) + 填充 + 保压 + 翘曲。 序列从具有恒定模具温度的初步气体辅助“填充 + 保压”分析开始。此分析将捕获零件中气体型芯的大致形状和位置。冷却解决方案中的传导求解器使用此气体型芯来计算模壁温度。然后,这些模壁温度将用于后续流动分析,新的气体型芯将计算出来。此最终流动分析及其气体型芯将提供最终求解。" c; Q/ q# x! Q" k( x
- v; m; r# [- u7 U4 n- `. D) r2 C1 x0 e" O. [
# X( }7 | {* z% y g; K; g
, F* j1 M6 M1 J; p# S( b! h0 c$ h( r
确保第一个和第二个气体辅助流动分析结果在气体型芯方面是相似的。如果两次分析的型芯形状大相径庭,结果可能会不准确。在此情况下,我们建议使用“每次迭代都执行流动分析”方法。 0 c1 P( I" D f& C5 k3 _
二次重叠注塑的冷却 (FEM)( @# a7 P; o3 L( \$ u- \2 d) }/ u
# A B7 J! H y" X* _6 l) D. z( R3 }' E
* e2 f/ v: g9 s* w/ R8 e
冷却 (FEM) 是已添加至“热塑性塑料重叠注塑”成型工艺的新分析。 二次注射顺序重叠注塑的冷却 (FEM) 适用于以下网格类型:  3D 3D
3 L$ E" j5 s Q ^+ c
5 m5 h b7 v- a8 e6 ]: [+ `) O对于以下冷却 (FEM) 选项: - 周期内平均
- 周期内瞬态
- 生产开始6 M4 @; A. `% W) m0 H
注: 不支持每次迭代都执行流动。0 @8 [! k r! A# H+ `
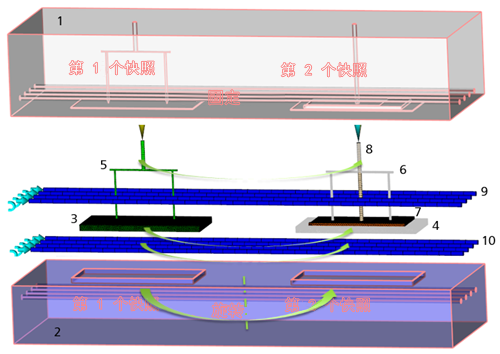
, ]/ `6 {& |. r5 o# s+ L模型零部件若要在热塑性塑料重叠注塑中运行冷却 (FEM) 分析,您需要图中所有这 10 个模具和模型零部件。固定样板 (1) 包括第一个零部件的浇注系统以及第二个零部件的浇注系统。此外,冷却 (FEM) 分析要求第一个零部件浇注系统的副本建模到第二个零部件位置 (6)。
6 v: w8 ~3 t- {: M0 K9 p! a
在热塑性塑料重叠注塑中建模冷却 (FEM) 分析所需的零部件
! W' x& t% ]8 U0 `
主要包括:1.固定样板,2.旋转样板,3.第一次注射零件构件,4.重叠注塑零件构件,5.第一个零部件浇注系统,6.重叠注塑组成浇注系统,7.第二次注射零件构件,8.第二次注射浇注系统,9.固定样板的冷却管道,10.旋转样板的冷却管道 3 A" j- S7 _1 B) T# z+ _/ ~
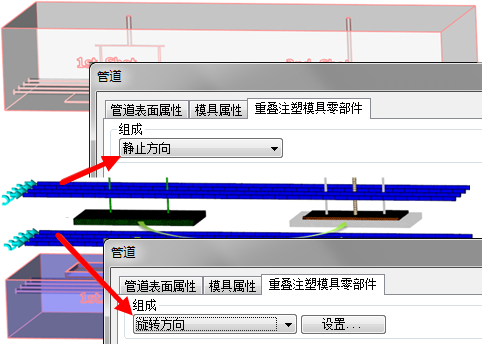
模具样板指定在一个周期中两个型腔同时进行填充。然后,开模顶出成品零部件,旋转样板将旋转 180 度,以将第一个零部件放在重叠注塑注射的位置上。要标识旋转样板,请将特性“旋转零部件”指定给关联的冷却管道。将特性“固定零部件”指定给固定样板的冷却管道。如果一个完整的周期完成且已开模,第一个注射网格的最终温度将用作重叠注塑网格的初始条件。 / X0 M4 U1 B* F5 o9 h
3 V1 j, k) A( z) e- w分析设置
g4 i5 @! b7 {+ ^ @- Q4 c分析设置类似于其他热塑性塑料重叠注塑分析,但存在一个重大差异。必须为第一次注射零部件 (3) 和 (5)(构成第二次注射重叠注塑镶件基础)的所有单元指定“旋转单元”特性。 9 \6 T: j% ^, O6 a3 C1 P; {1 @
r5 Z' ^: F" E
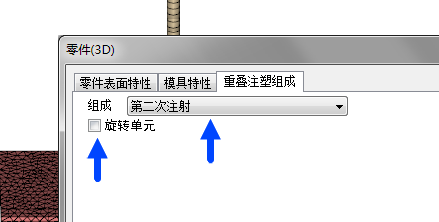
对于第二次注射零部件 (7) 和 (8),让“旋转单元”选项保持未选中状态。 3 F! X% {) P; S! v1 W
g% I3 h2 G3 r \1 Z
已为第二次注射型腔中的重叠注塑零部件单元 (4) 和 (6) 指定了第一次注射特性,并且“旋转单元”将保持未选中状态。
. e9 j! i6 Q0 m5 H9 {
: V ?* ^# W$ g6 y, f
在冷却 (FEM) 分析之后,流动分析将在第二次注射型腔的零部件上进行求解,并且将忽略第一个型腔中标记为“旋转单元”的所有单元。
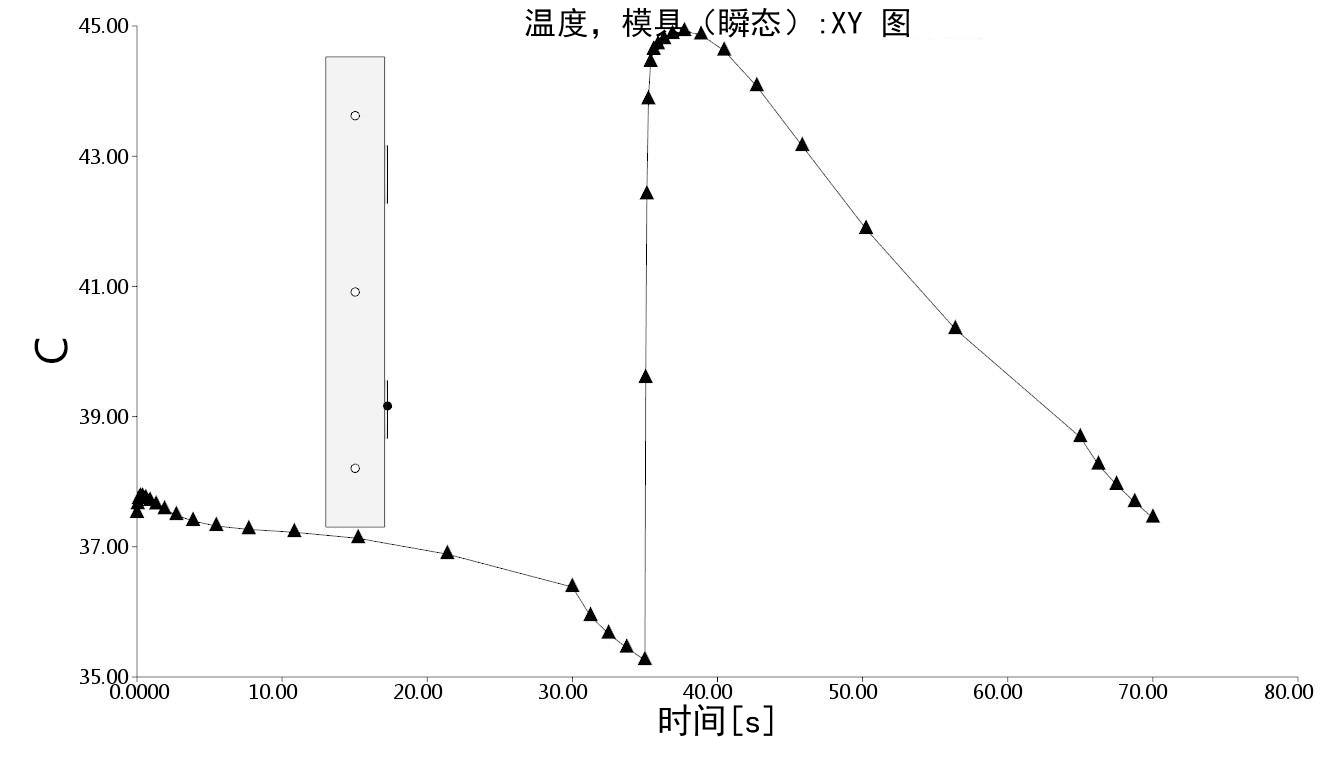
: f# T; D$ ]* E4 w& d冷却结果模具温度结果显示整个成型周期内的温度分布,范围从注射到第一个型腔一直到从第二个型腔顶出。在此模具温度结果中,模具节点位于模具/第一次注射型腔模具边界上,模具将旋转 180 度以旋转至第二次重叠注塑注射位置。该结果显示模具温度随着重叠注塑零部件的注射降低,因为第一个零部件使节点位置与第二次注射熔体隔热。然后零件将顶出,35 秒后,样板将旋转以使节点重新位于第一次注射位置。当第一次注射零部件注射到型腔中时,节点处的模具温度会急剧上升,然后在整个周期内又会冷却下来。为提供更精确的求解,此模具温度记录将用作后续流动和重叠注塑流动分析的温度边界条件。
[9 m4 e0 E7 z- w4 P
5 |" g5 D: C8 m! i; T
) d! d5 G: x2 y: ?6 s4 q! H
5 V5 Q; N/ ~6 q! A4 m( V% V$ V* J! \- r, f! I) Q1 {' t8 U6 b
4 n h/ h6 ]/ ?* U% S; S
) y/ y4 a+ ]# U+ P
9 l5 a! o F6 l9 p6 [
. s' O# n; _1 J
" a$ p6 g/ z0 X) C" Y7 R6 V2 x* Y8 v/ y4 v8 r
" S' R: Y; Y6 w1 s' J- c3 s | 
 |关于我们|sitemap|小黑屋|Archiver|手机版|UG网-UG技术论坛-青华数控模具培训学校
( 粤ICP备15108561号 )
|关于我们|sitemap|小黑屋|Archiver|手机版|UG网-UG技术论坛-青华数控模具培训学校
( 粤ICP备15108561号 )


 狗仔卡
狗仔卡 发表于 2016-4-11 10:51
发表于 2016-4-11 10:51





 提升卡
提升卡 沉默卡
沉默卡 喧嚣卡
喧嚣卡 变色卡
变色卡 抢沙发
抢沙发 千斤顶
千斤顶 显身卡
显身卡 moldflow2017" [5 P) M6 O7 M6 K9 \6 h; F
moldflow2017" [5 P) M6 O7 M6 K9 \6 h; F