|
一、排位 U 1.根据产品大小、结构等因素确定模穴,如1X1、1X2、1X3、1X4、1X8、1X16U等。 2.当几个产品出在同一套模具中时,考虑进胶的均匀性。应将大的产品摆在中间位置,小的产品置于两边。 3.当几个分型面不规则的产品在同一模具中时,排位必须充分考虑其分型面连接的顺畅。 4.一模多穴模具中,当有镶拼、行位等结构时,不得使其发生干涉。 5.排位时应综合模具每一方面,对流道,是否镶拼、行位、顶出、运水等结构要有一个全局性思考。 6.排位时以产品零线为定位基准。当一模出一件时,可以考虑以产品对称方向外形分中。 二、模具系统设计
, F) I2 @5 O y, c# R【模具系統設計程序】 浇注系統 內模結構 行位系統 頂出系統 冷却系統 导向定位系統 排氣系統 模胚結構件。 說明﹕ 在具體的模具設計過程中﹐不一定會嚴格遵守此程序﹐通常我們要返回上一步甚至上幾步﹐修改部分數值﹐直至最后確認。
& m: n E/ [! G1 T7 J4 q(一)﹑浇注系統 浇浇注系統由主流道﹑分流道﹑冷料井和浇口等部分組成。在設浇注浇注系統時,要考慮: 制品最主要的要求是什麼?外觀還是強度或是尺寸精度,找出最主要的矛盾,設計時,立足主要矛盾,同時,在不與主要矛盾發生沖突的前提下,改善其它次要矛盾,要做到進浇的均勻與順暢。 1.1.主流道 主流道一般為圆柱形,角度2~4o 1.2.分流道 ' K* C2 F9 o6 ]. ?+ i
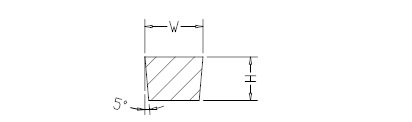
1.2.1 .分流道的形狀有圓形﹑梯形等幾種,從減少壓力和热量損失的角度來看, 圓形流道是最优越的流道形狀。當分型面是平面或者曲面時,一般采用圓形流道;细水口模,選用梯形流道,當流道只開在前模或者后模時,則選用梯形流道。 1.2.2.布置一模多腔的流道時,應充分考慮浇浇的均匀性,尽可能做到平衡進浇。 1.2.3.設計分流道大小時,應充分考慮制品大小,、壁厚、材料流動性等因素,流動性不好的材料如PC料其流道應相應加大,并且分流道的截面尺寸一定要大於制品壁厚,同时应选适合成形品形状的流道长度。流道长则温度降低明显,流道过短则剩余应力大,容易产生“喷池”,顶出也较困难。通常Discman的钮的第一分流道尺寸通常为ø3/16″或者ø5/32″; 第二分流道尺寸通常为ø1/8″。 1.2.4. 梯形流道: W一般為5~8 H一般為4~6 H/W=2/3 如圖1-1: . `3 Y7 D1 D3 E1 z8 }2 J
/ a4 M3 L3 z1 L' \* U& T, I9 [0 M& L' z, ^6 R/ r
1.3. 冷料井﹕ 為防止冷却的树脂流入型腔﹐在不通向型腔的流道末端要設置冷料井﹐包括主流道的大端和分流拐角拐角处拐角处. 1.3.1.大水口模主流道大端的冷料井與頂針配合有抓料的作用。 常見形式如圖1-2 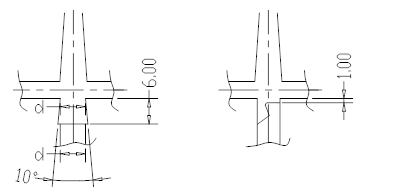 + x4 J t' C" }5 L: m + x4 J t' C" }5 L: m
! m- e- u. z% \' b% J ]8 e
1.3.2.分流道拐角處冷料井設置如圖: ! s* |6 c9 N5 D2 o* m- c. @$ s6 {
 ) ], e, y X7 a1 P/ f ) ], e, y X7 a1 P/ f
0 [, Y9 x) u. a" c- C1 Y. f1.3.3. 细水口模冷料井設置如圖1-4,正對主流道,尺寸與分流道尺寸相同。 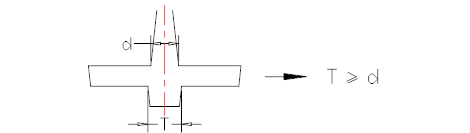 - i& z; H: i) y0 a7 c! \# Y - i& z; H: i) y0 a7 c! \# Y
" `* K$ U2 x7 y1.4. 澆口 常見澆口類型有直接澆口﹑側澆口﹑潜伏式澆口﹑點澆口等多種。設計時應根據 产品的不同要求選擇適合的類型.尤其当制品外觀有要求時,要慎重選擇。见图表: 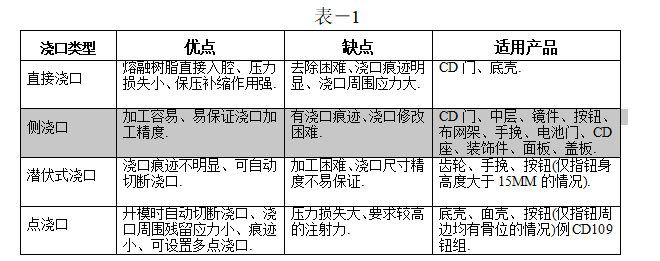
$ B1 N( |8 ?- C3 G9 D! B7 A: d
0 x5 \) @+ Z* {' l0 T1.4. 1直接澆口 對大型單一型腔制品成型效果好,需注意唧嘴底部与产品之间隔10MM。例如底殼類制品.其尺寸要求如圖: 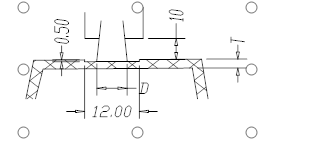 7 I9 Z8 b9 d0 \% i" J 7 I9 Z8 b9 d0 \% i" J
! p" M/ W+ I5 i3 B! _
1.4.2.側澆口 側澆口設置於制品分型面處,制品允許有澆口痕跡才可采用,側澆口包括邊緣澆口和搭接澆口,其澆口尺寸與制品壁厚﹑大小﹑材料等諸多因素有關,一般規格如圖1-5: 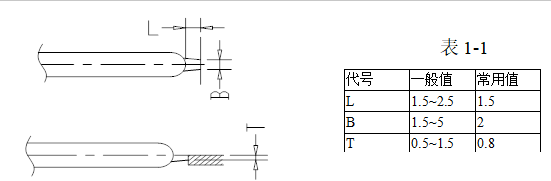 % H5 Z5 M! {5 D) U1 [- D' G5 n % H5 Z5 M! {5 D) U1 [- D' G5 n
4 U4 u0 U6 A0 p, t7 l在選擇側澆口時,必須充分考慮制品外觀要求,尽量從靠近(避免直接正对碰穿位)制品大的碰穿孔位置進膠,例如大裝飾件等制品.因為這樣可以減少夾水紋。 6 B6 j& C0 k8 o* D3 G
 6 m! G' \1 I8 E9 O4 | 6 m! G' \1 I8 E9 O4 |
" c( w9 e4 p+ Q
边缘澆口與搭接澆口的選擇見圖: 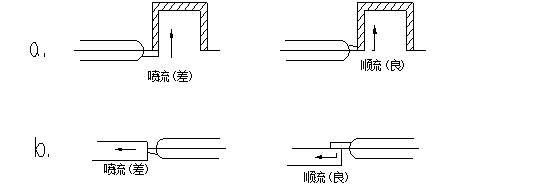
" A& ?) z3 d+ }1 @& [' v5 [1 N! r0 e1 L; h" U4 f( P
4 z8 l5 \5 _0 R& x同時選擇澆口位置時,應防止制品产生滯留现象,應遠離厚﹑薄交接處,從厚的地方進浇,避免澆口正對柱位、碰穿位,防止型芯因沖擊而變形。 1.4.3潜伏式澆口﹕ 潛伏式澆口有潛頂針﹑潛薄片﹑潛產品等幾種.潛水也可以開在前模一側。 如圖: 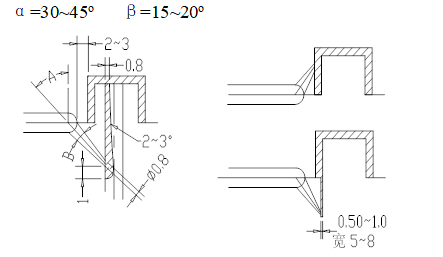
/ e% A: a% W1 e; H3 \
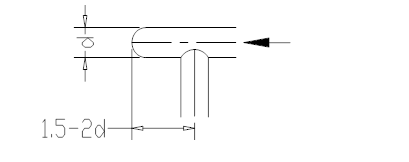
& k; X$ P' F/ c+ X6 T2 p潛水運用使得產品分型面無澆口疤痕,并且可自動切斷澆口,同時也改善了制品表面因為噴射產生缺陷的可能,应用廣泛。 1.4.4 .點澆口 點澆口垂直設置於制品表面,其尺寸如圖 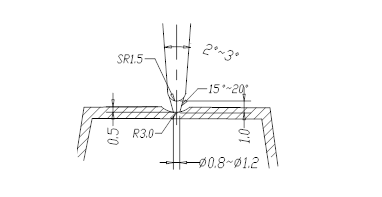
2 r# q+ ^ j3 a* R' X. s. o; K& _5 `8 K. k* r) |
1.5. 转水口 一模多腔模具中,有時要設置轉水口;轉水口一般采用波子螺丝,即限位钢隙限位,大小为M8,轉水口采用公司自制標准。如图所示,材料GS-738.
; H* Z' f- {+ U1 L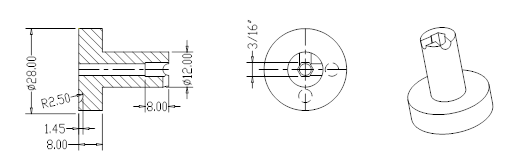 ) _- j- s" {/ w' m X ) _- j- s" {/ w' m X
: i* f$ ]* u8 y1.6. 唧嘴 大水口模胚,若前模高度足够,则唧嘴沉入内模以减短主流道长度,结构如图示。 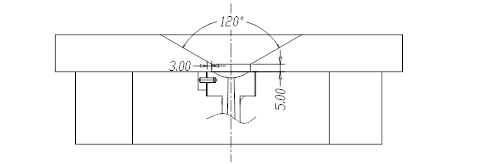 0 A% s6 {# @ o) Q" K5 @ 0 A% s6 {# @ o) Q" K5 @
& L) c9 N( D# U6 Y) {
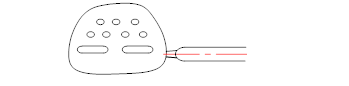
1.7. 典型產品流道浇口布置。 1.7.1.按鈕等電冶產品需設置環形流道,前模要加胶柱,其高度应超出制品前模部分的厚度2MM,并且按鈕每一鈕均需設進浇點,保证進料均匀。 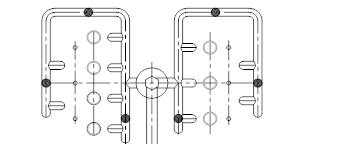
/ z7 @ Q/ y$ c) M0 H# D( b6 }4 P( m2 Z
1.7.2.鏡類产品應從長度方向或靠近長度方向進膠,如圖: 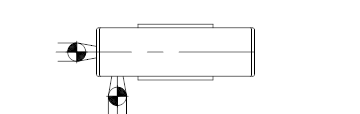 " b/ A3 [! J, o9 j) R- h " b/ A3 [! J, o9 j) R- h
+ K: z- o) K, r( ^1.7.3.底壳类制品一般采用直接浇口进浇,特殊情况细水口进胶。 1.7.手腕手腕腕腕只設一個浇口,尽量從轉柱位進浇,不能從轉柱位進浇時,采用潛水方式但要避免從手握位進浇。
1 Y4 t) p2 ?2 | w! \ | 
 |关于我们|sitemap|小黑屋|Archiver|手机版|UG网-UG技术论坛-青华数控模具培训学校
( 粤ICP备15108561号 )
|关于我们|sitemap|小黑屋|Archiver|手机版|UG网-UG技术论坛-青华数控模具培训学校
( 粤ICP备15108561号 )


 狗仔卡
狗仔卡 发表于 2020-10-15 20:47
发表于 2020-10-15 20:47
 提升卡
提升卡 沉默卡
沉默卡 喧嚣卡
喧嚣卡 变色卡
变色卡 抢沙发
抢沙发 千斤顶
千斤顶 显身卡
显身卡