|
CNC编程技术规范及作业流程 CNC编程是数控加工准备阶段的重要内容之一,它是从零件图纸到获得数控加工程序的全过程。通常包括分析零件图纸,确定加工工艺流程,处理3D模型,编辑刀具轨迹,输出数控加工程序等。CNC编程主要分为两种方式,电脑编程与手工编程,本内容主要介绍本公司在加工中心设备中电脑编程方面的相关技术规范及流程。 一、目的 规范CNC编程人员的工作流程,提高工作效率与质量,减少零件实际加工误差及返工,避免工件报废,并尽量缩短制造周期,确保零件品质要求和纳期。培训新组员,使新组员尽快熟悉本组的工作流程及工作规范。 二、范围 适用于公司CNC编程组人员 三、基本作业流程图 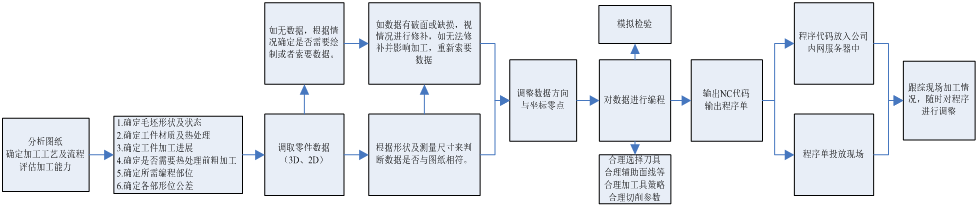 , ~/ H5 @+ h- t4 y" K! ?) m , ~/ H5 @+ h- t4 y" K! ?) m
4 F" Q* p; c5 k( X7 T; R四、详细内容: 1. 图纸分析,评估加工能力 1) 确定毛坯形状及状态 根据图纸判断该零件毛坯形状,通常毛坯形状包括矩形料、圆柱料、及成型料等。如判断不了请询问公司订料人员具体了解毛坯形状及状态。 2) 确定工件材质及热处理 了解工件材质及热处理非常关键,这会影响整体加工能力、工艺流程及刀具的选用(如现有刀具无法满足工件材质的切削条件,请第一时间询问部门领导,并申请采购或外调相关刀具备库)。 3) 确定工件加工进展 确定工件加工进度,了解工件是否已经粗加工或半成品,根据图纸及实际情况判断所需加工部位。 4) 确定是否需要热处理前粗加工 热处理前粗加工是金属切削中提高工作效率,减少加工时间的重要手段之一,但不是所有热处理的工件都需要粗加工,这个要根据工艺要求,材质形变等具体情况具体选择,通常需要粗加工的工件主要以热处理前后工件硬度发生较大变化、需要大面积去除加工余量,减少工件形变或加工时间较长等零件。零件较小,加工部位小,加工时间短、装夹和定位困难等零件一般不建议热处理前进行粗加工。 5) 确定所需编程部位 根据分析图纸了解工艺流程来判断哪些加工部位是需要由加工中心设备来完成的,哪些部位是由其他部门加工设备完成的。在本公司,不是所有程序都是有编程员来完成,一般简单形状、孔加工或2D程序由现场操作人员现场编制,3D形状、程序复杂或有特殊要求的程序由编程人员来编制。具体情况具体分析,但总体要以缩短制造周期,提高质量,减少加工误差及返工作为第一守则进行判断。 6) 确定各部形位公差 形位公差是体现工件加工精度以及各部实际功能的重要依据,形位公差包括形状公差与位置公差,所以必须对图纸进行仔细观察,了解图纸中各尺寸公差并评估零件在加工制造过程中,由于机床精度、刀具夹具、工艺操作水、材质形状等各种素对加工的影响。来对接下来的编程工作有所依据。(注:某些客户图纸中无标注公差,公差体现在3D模型中颜色的变化,具体公差参请照客户提供的颜色表)。 2.对数据的相关规范 1) 调取数据 ① 按指定路径从公司内网服务器中按图纸号进行查找数据并复制到个人电脑中,通常选择最新数据,如数据有变更请选择变更数据。数据常为通用格式(3D: x_t、stp、step、igs、iges等2D:dwg、dxf、exb等)。 ② 如数据无法打开,与部门领导及营业人员进行沟通并重新索要数据。 ③ 如果没有查找到数据,第一时间与部门领导及营业人员进行沟通,并询问数据是否未到还是需要绘图造型等。并对当天工作计划进行调整。 ④ 对数据进行形状及尺寸的仔细测量,来判断数据是否与图纸相符,如数据不相符,与部门领导及营业人员进行沟通并重新索要数据。 2)处理数据 ① 如客户提供的数据存在破面、缺失或尺寸有误等问题时,需视情况进行修补,如修补困难或无法修补并会对加工造成影响时,需第一时间通知部门领导及营业人员进行沟通,询问是否需要重新索要数据。 ② 如客户未提供数据,需要绘图造型时,请严格按照图纸各尺寸要求和正确的绘图方法进行绘图造型,如造型困难或缺少尺寸无法完成时立即跟部门领导沟通。图绘制好后,对照图纸进行至少一次的仔细检查,必要时也需要由其他人员进行复检,以确认造型的准确无误。 ③ 造型时注意,某些造型需要根据图纸要求把相应公差造型到3D\2D当中,以便加工。 ④ 某些工件在造型时需要在原图纸要求形状中格外增加套框、基准面、辅助面等附加造型,相应的根据工艺要求进行绘图造型,并存入公司内网服务器当中,以便加工者调取。 ⑤ 模具类工件往往孔类加工较多,加工出错率也比较高,对于孔较多的工件,必要时需要给予绘制孔位图及3D孔图,以减少加工出错风险,对于孔加工,各客户都有不同的加工要求,所以必须针对各客户给予的孔加工标准进行造孔。造孔前首先需要明确孔位基准,孔位标注方式,孔位用途及变更情况等信息,然后严格按照图纸给予的坐标尺寸,再结合各家的孔加工标准来绘制孔图。孔图绘制好后,对照图纸进行至少一次的仔细检查,必要时也需要由其他人员进行复检,以确认造型的准确无误。 3.编程 1) 导入编程软件后的数据处理: ① 工件数据必须按照现场加工时工件的实际装夹摆放方向一致,并体现在程序单中。 ② 建立好工件加工坐标系,编程的坐标系必须与现场加工时工件坐标系一致,并体现在程序单中。 ③ 建立好编程时所需要用到的辅助面、线等。 2) 选择刀具:根据对零件形状、材质、尺寸、加工部位以及加工的机床等方面的分析,优先选择本公司内现有刀具,如现有刀具无法满足加工要求,请第一时间询问部门领导,并申请采购或外调相关刀具)。总之本着对成本控制、加工效率、尺寸精度等因素来仔细挑选最佳加工刀具。 3) 加工策略:合理选择有效的加工策略,会直接影响到工件的加工效率与质量,所以必须综合考虑粗精加工、机床、刀具等因素来选择最佳的切削策略与加工顺序,配合合理的切削参数,高效、保质保量的完成加工任务。 4) 程序模拟:程序编制完成后,有必要进行电脑模拟加工,以验证所编程序是否合理或有无过切等问题。 5) 注意事项:为了保证加工质量,编程中需要考虑到很多因素,比如装夹方式、压板位置、留量控制、刀具匹配、塌角过切、机床限制等等很多因素,其中任何一项没有考虑到就有可能对整个工件产造成误差甚至废品,所以编程人员必须积累足够多的经验以及多方面的考虑才能达到最终加工要求。 4.输出 1) 选择常用机床后置处理文件输出NC代码,以便操作者对代码进行简单编辑。 2) 输出后的NC代码按照图纸号存入公司内网服务器相应的文件夹当中,以便操作者调取。 3) 制作并打印程序单,程序单中必须体现出:工件的摆放方式、基准及坐标原点位置、程序名称、刀具规格、加工时间、发行日期、简要的切削参数等。并且程序单中的内容必须与所编程序中参数相符,否则极有可能造成严总后果。如对此程序有其他技术要求,一同标记在程序单内。 程序单制作好后,用A4纸打印一份,制作电子版一份,电子版程序单一同放入服务器相应的程序文件夹内,而纸质程序单,由编程员亲手交给车间领导,并交接加工要点及注意事项,填写好交接记录(交接记录内容:图号、日期、加工方式、发行人及接收人等)。 4) 程序变更:如程序有变更或修改,必须在程序单以及程序文件夹内标明清楚,并第一时间与车间领导与操作者进行沟通,以防出错。 + u# [8 J+ ?- } g! T1 r+ s n
5.跟踪 在程序投放后,直至工件检测无误,编程者应一直跟踪该工件生产进度和加工质量,并时随时对该工件进行必要的更改与调整,尽量减少因程序方面,对该工件生产进度造成的影响。 五、总结 程序员在工作过程中必须做到认真、细致、负责、保持清醒的头脑,在编写程序时熟练运用软件,选择快捷简单安全的加工方法,合理的运用刀具及加工参数,才能够高效率并保质保量的完成公司给予的工作,遇到问题组员之间应当相互沟通、共同探讨、总结经验,一同发展。
3 o, H6 v& S( p; | | 
 |关于我们|sitemap|小黑屋|Archiver|手机版|UG网-UG技术论坛-青华数控模具培训学校
( 粤ICP备15108561号 )
|关于我们|sitemap|小黑屋|Archiver|手机版|UG网-UG技术论坛-青华数控模具培训学校
( 粤ICP备15108561号 )


 狗仔卡
狗仔卡 发表于 2020-10-16 19:21
发表于 2020-10-16 19:21
 提升卡
提升卡 沉默卡
沉默卡 喧嚣卡
喧嚣卡 变色卡
变色卡 抢沙发
抢沙发 千斤顶
千斤顶 显身卡
显身卡