|
在模具设计中,产品的进胶方式灵活多变,不同的产品进胶方式不同。那么进胶方式到底有哪些呢?
5 O/ ?6 |+ M, O3 d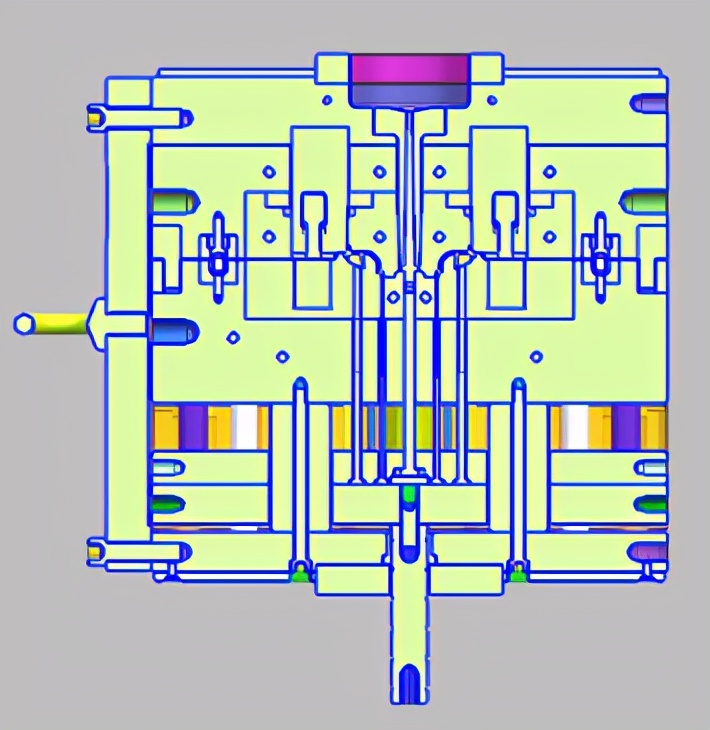 o% u6 A3 x& K9 I: v. W" \, ^ o% u6 A3 x& K9 I: v. W" \, ^
: h& ?% h. K) Q0 \* v
. x4 b- [5 H$ T) o解决方法: 1、在模具设计中,我们常用的进胶口有大水口侧进胶、搭底进胶、这些进胶方式会给去除水口带来一定的难度,但加工简单,如下图所示: * E6 y, l, H7 O$ | b
5 V/ [& F! k$ J& x0 u4 j
6 b. T2 i. F$ t+ W/ ^3 E) x% Y
4 Y0 d) ?+ |' K6 C7 x7 I2、对于一些透明件、薄壁件的产品一般采用扇形进胶,扇形进胶加工方便,但不能自动断水口,需要人工修剪,如下图所示:
' T: N' U0 {; k8 i$ }$ g- {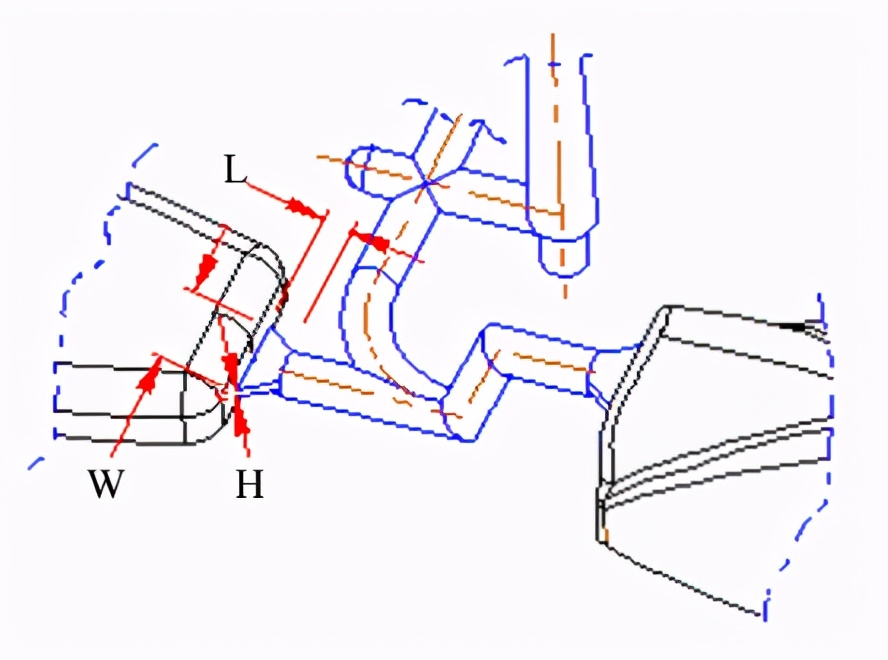 ; J+ o2 w: c7 \4 a; a( A6 n" O" q& [9 } ; J+ o2 w: c7 \4 a; a( A6 n" O" q& [9 }
+ f; r; V( D# Q# w; P8 @2 f6 x& ~' }! ]# P l7 R
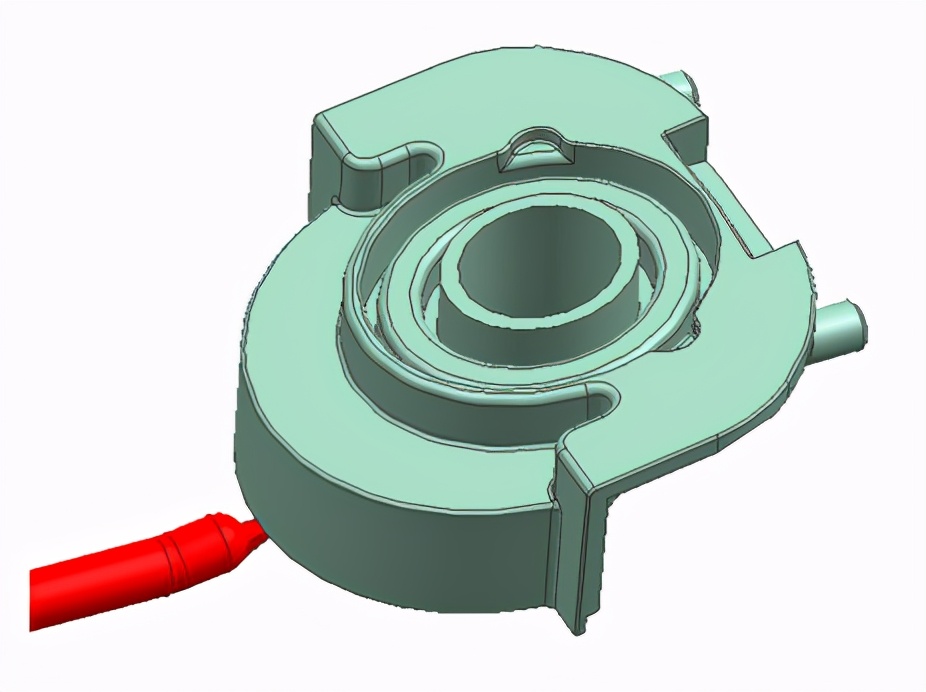
3、有些产品,无法用直接进胶方式,但要实现自动化生产。那么模胚就得选用大水口模胚,并且使用牛角进胶方式,如下图所示:
}* _+ G/ o- Z O5 u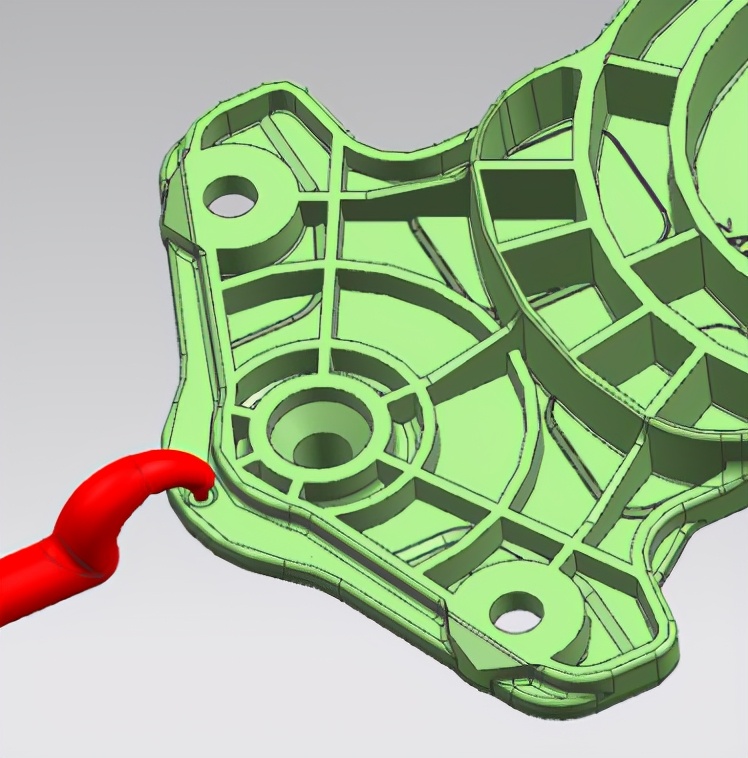 0 d- y u3 p' u: m 0 d- y u3 p' u: m
1 M5 e9 u2 ~3 c1 n, S) S
9 H$ U) K' Y# J
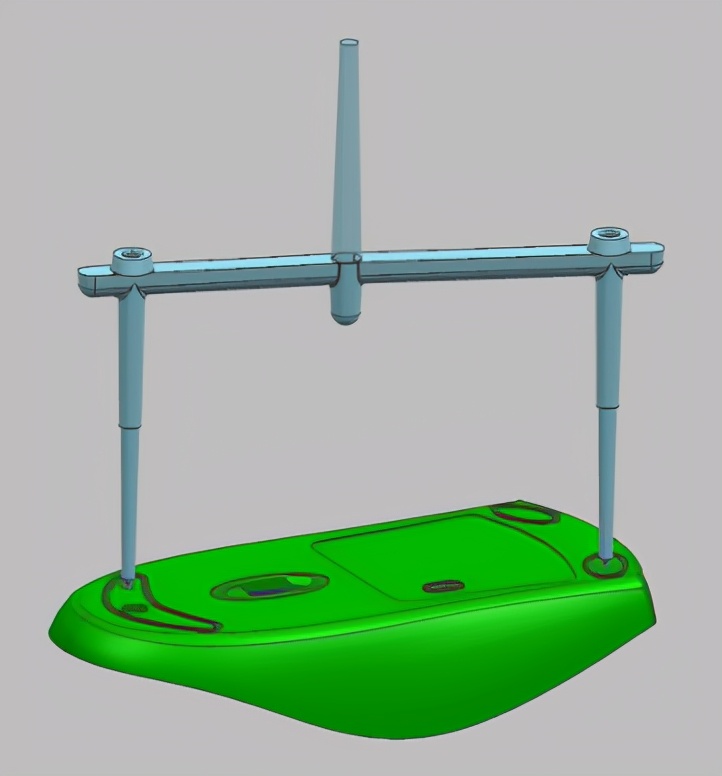
4、有些产品前模是外观面,但前模表面无法进胶,这时则需选用细水口点进胶,如下图所示: . B* X8 S, `9 w7 G- y& g2 I
8 I7 i5 [# j+ N6 S {. P7 s/ d4 M; \0 ^, h4 V
2 d& z; R( Z" D# k% b6 Z5、有些产品外观面不能进胶,但是我们可以从产品的侧面进胶,利用细水口转接大水口进胶,如下图所示:
0 G) U: [* e* [8 b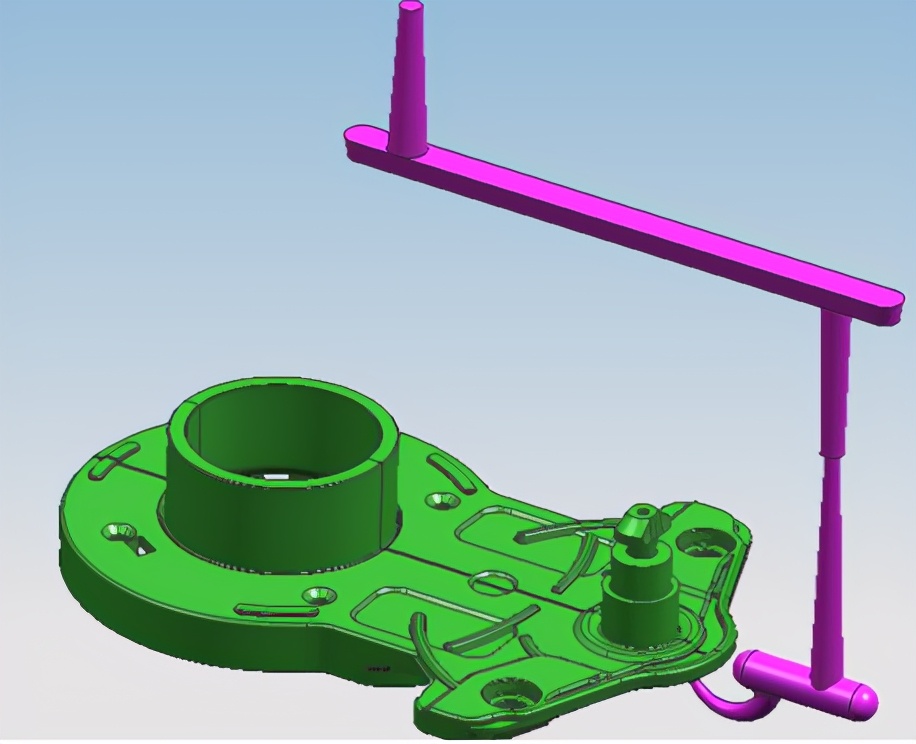
" c2 ?2 q7 ^* O1 s+ f! B g# x# J2 A
% f5 z3 A' Z2 o: ?" Y
6、为了提高生产效率,缩短成形周期,有的产品采用热流道开方式点进胶的方式进胶,如下图所示:
6 Q; R+ y t* u' k! B0 [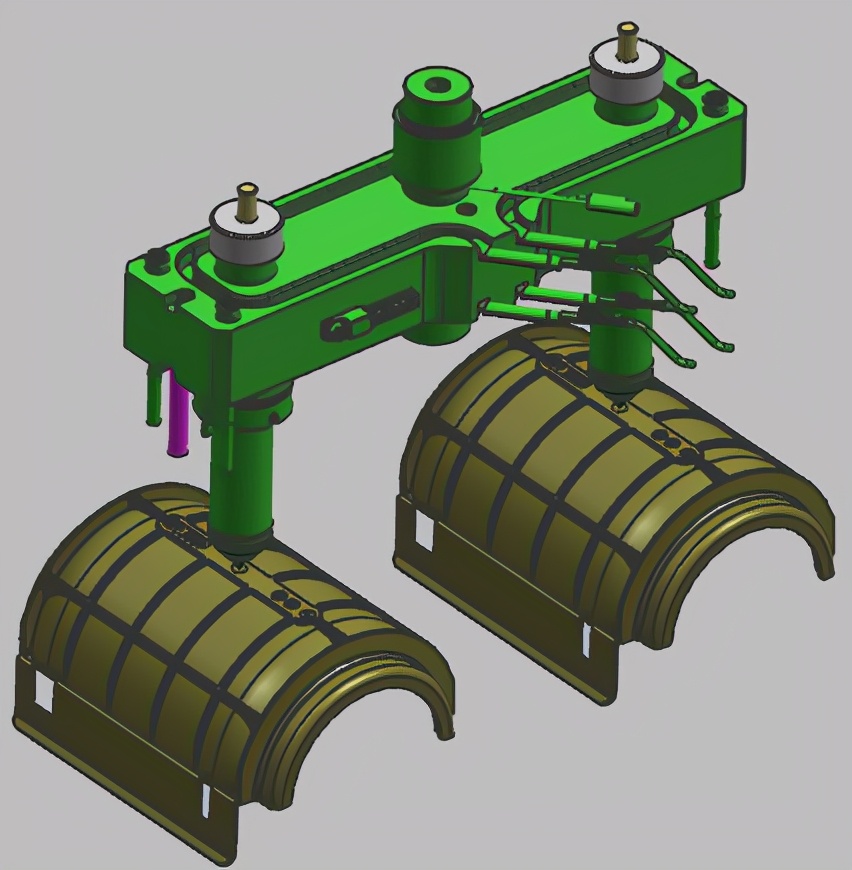
/ Z+ G7 M# w: E5 `4 ~' p
# d7 d4 x$ o, k k9 q# o+ o! { | 
 |关于我们|sitemap|小黑屋|Archiver|手机版|UG网-UG技术论坛-青华数控模具培训学校
( 粤ICP备15108561号 )
|关于我们|sitemap|小黑屋|Archiver|手机版|UG网-UG技术论坛-青华数控模具培训学校
( 粤ICP备15108561号 )


 狗仔卡
狗仔卡 发表于 2021-5-8 16:56
发表于 2021-5-8 16:56
 提升卡
提升卡 沉默卡
沉默卡 喧嚣卡
喧嚣卡 变色卡
变色卡 抢沙发
抢沙发 千斤顶
千斤顶 显身卡
显身卡