|
在一些产品加工中,材质硬度不算太高,在铣外形时可以使用沿外形倾斜加工,减少进退刀与抬刀,这样可以提高加工效率。有些机台在使用进刀速度加工会比较缓慢,那么如何能让进刀速度转为切削速度呢?相信大家也有这样的疑问,下面跟大家分享一下优化方法。 插入一条2D平面铣工序,如下图所示: 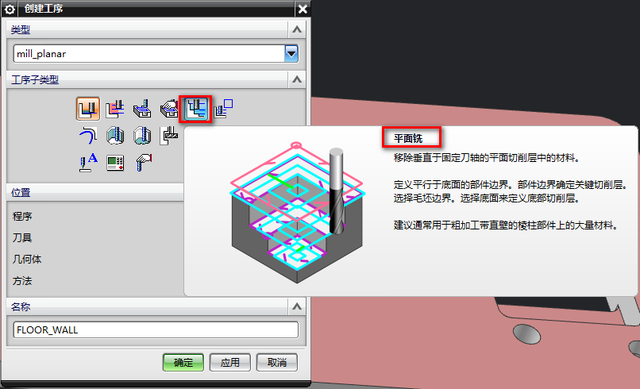
" ^ P, ?- n: p
0 i7 C$ {! R2 z, }/ m& Q指定部件边界最大外形,指定底面要加工的深度,如下图所示: 
% @. _- U2 d0 _2 M' i: F. ~1 p
指定加工使用的刀具,切削模式选择【轮廓】,如下图所示: 
0 j/ r+ Y" ?# X" J( A. ? ~' Z- z% d m% A6 X
切削参数设置余量与公差,如下图所示: 
3 f: {% m4 m8 s+ \! N8 m; d- O+ z; C+ K9 N P
非切削移动,封闭区域进刀使用沿部件斜进刀,斜坡角度越小下刀量就越小,这个需要计算测量。开放区域设置与封闭区域相同,如下图所示: 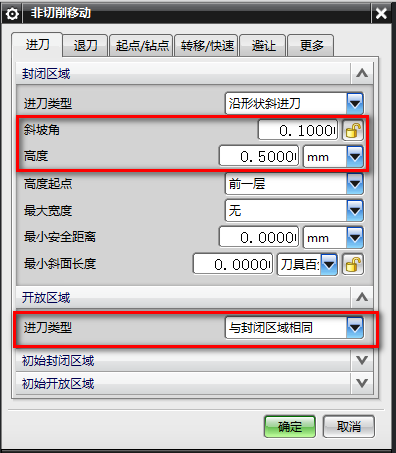
0 a' L x, t0 o9 {
' j. @( r7 s, K( X1 m$ Y退刀设置圆弧退刀,如下图所示: 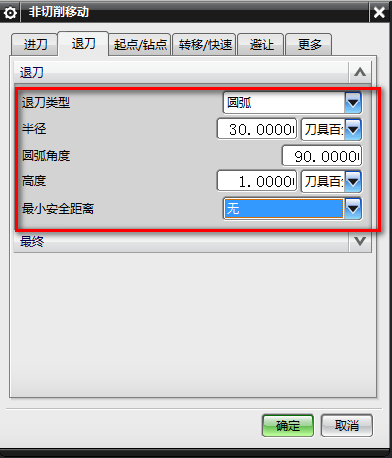
# g7 [ T+ h) }6 t( T* v: t
) b1 S" }& H- O9 k生成刀路,刀路是按照进刀线加工,加工速度也是默认进刀速度,只有最后一刀为切削速度,如下图所示:  ( B& O" \8 M' ]9 ~* V$ U* g7 t2 y ( B& O" \8 M' ]9 ~* V$ U* g7 t2 y
J7 G# K6 E. Y* k, @- `, x
可以把进刀速度设置和切削速度一致,但是如果机台不支持进刀速度,那么可以把刀路编辑一下,如下图所示:  ( g& @" k) o* T; @ ( g& @" k) o* T; @
+ ^+ H$ A: y8 R$ Y4 o
框选所有的进刀线刀轨,快速与退刀不用选,点黄色扳手图标编辑,如下图所示: 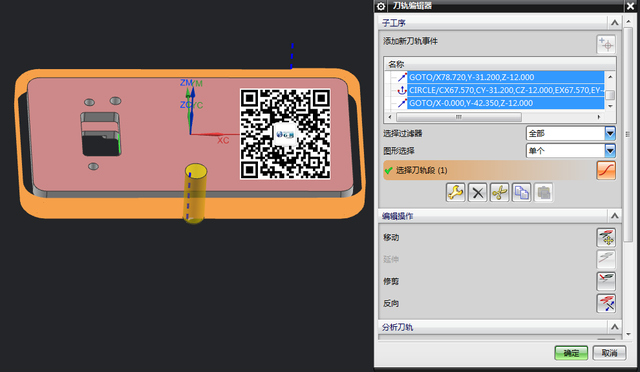
. Q7 E) g) r1 t9 m! R) y+ P/ K7 M" W2 F1 Q+ J8 Q# a/ v
运动类型使用切削,如下图所示:  ( s& e z' {% z# N) A0 E ( s& e z' {% z# N) A0 E
; z: b4 F, L& m( f1 ~5 l. H' d设置完成后,得到切削的刀轨,如下图所示: 
8 m) ?7 A3 p; ` w, H' w" y. s% N
' l& [! I; d. @& s | 
 |关于我们|sitemap|小黑屋|Archiver|手机版|UG网-UG技术论坛-青华数控模具培训学校
( 粤ICP备15108561号 )
|关于我们|sitemap|小黑屋|Archiver|手机版|UG网-UG技术论坛-青华数控模具培训学校
( 粤ICP备15108561号 )


 狗仔卡
狗仔卡 发表于 2021-7-29 08:28
发表于 2021-7-29 08:28
 提升卡
提升卡 沉默卡
沉默卡 喧嚣卡
喧嚣卡 变色卡
变色卡 抢沙发
抢沙发 千斤顶
千斤顶 显身卡
显身卡