|
在塑胶模具加工中,电极设计是必不可少的,因为模具很多死角、凹槽、骨位等等位置都是加工不出来的,这个时候就需要电极辅助制造。那么针对拆出来的电极,如何去优化与组合也是一门学问,优化的好不仅电极数量少,而且放电效率也高。下面跟大家分享一下电极组合的常用方法。 组合技巧一:直接盖基准台 多个位置电极部分拆解出来,直接整体盖基准台,这是最简单与效率最高的组合方法。缺点就是距离太远就浪费材料,此组合距离可以按照工厂的要求距离组合,一般两个电极之间距离在30MM以内都可以组合。如下图所示: 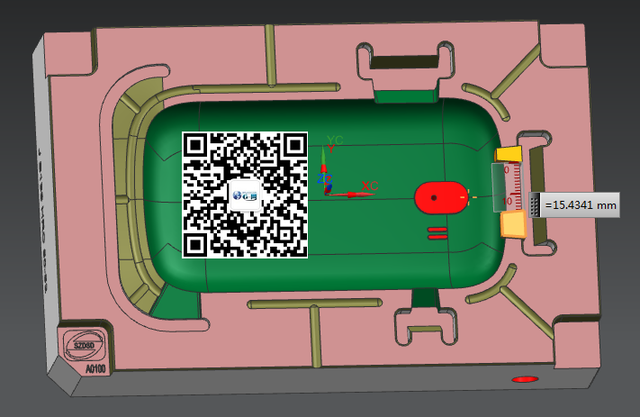
8 ?% U f/ F' ?# G# b& k r1 v* Z" _" e, h
组合技巧二:平移组合 电极距离较远的,可以通过移动对象平移电极,把电极的距离缩小,这样就可以节省材料,又可以减少电极数量,平移的前提是不能过切工件,两边都要有空的地方,而且移动的距离要是整数,这样才能保证多个位置放电的数据都是整数,如下图所示: 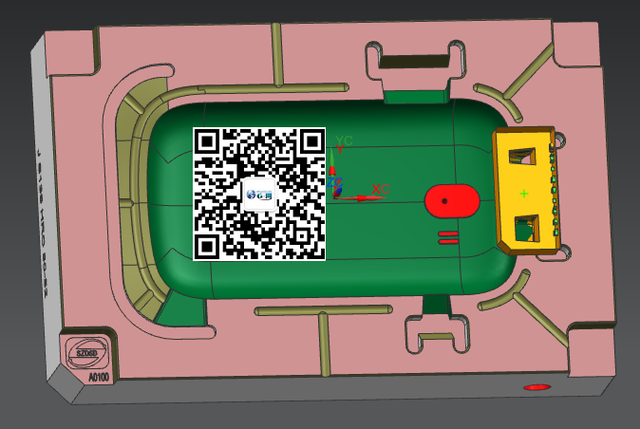
! l7 m7 q- E8 O9 |
4 t$ ]7 u2 Y) o1 |- d1 `组合技巧三:原地旋转组合 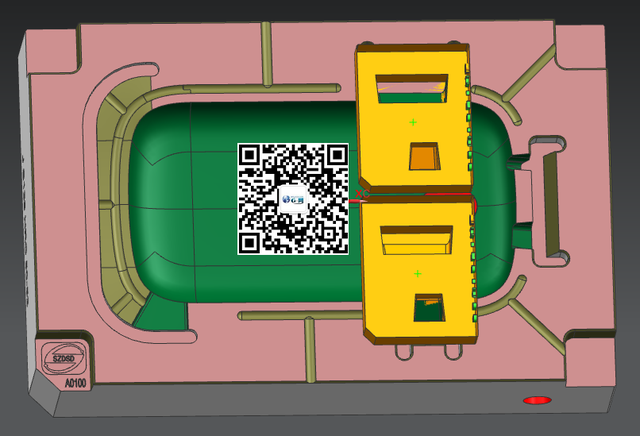 6 N8 i1 ]. i f `( k 6 N8 i1 ]. i f `( k
6 Q6 o2 B5 j/ g/ e1 |
当电极只有一个空的位置时,可以通过旋转组合方法,这种方法主要是减少电极数量,以及解决两个电极重合在一起的死角问题。火花机放完一边,旋转180度按照原放电数据继续放电,如下图所示:  4 p2 N" [9 w2 c 4 p2 N" [9 w2 c
# {5 A7 F y) Y2 Q2 g& y9 Z5 ^* L
组合技巧四:旋转加平移组合  " I: E. c2 H# o# v " I: E. c2 H# o# v
7 `3 J* _$ N0 k) C9 L- S+ s2 }有很多模仁是一模多穴,产品摆放主要是以旋转180度放置,在拆电极时可以拆好一穴的位置,直接旋转180度直接到另外一边,火花机在放电时需要拆解下来旋转180度,然后再次放电第二个位置,如下图所示: 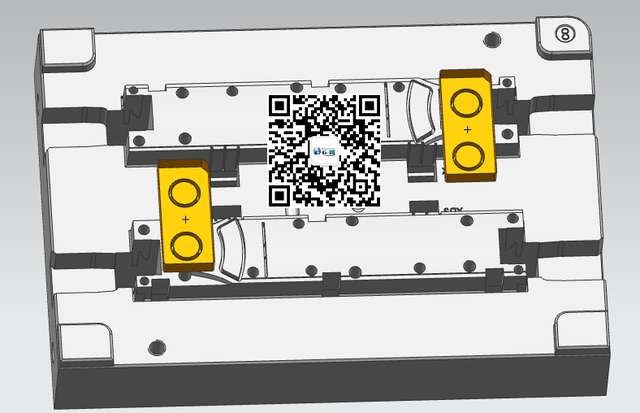
# }) M% ~7 f! i8 E( u3 G
% A d' U9 x2 r, ^, M4 G7 n在旋转快速做出另外一边,还可以通过平移组合在一起,这样就由旋转电极变成平移电极,提高了火花机的放电效率,当然平移一样的不能过切,如下图所示: 
, N+ L0 | d/ o+ E E# p5 r) i" n+ T B
组合技巧五:先镜像再平移  ! ?5 e/ l0 Z/ {9 M ! ?5 e/ l0 Z/ {9 M
; z4 d' l+ i+ c. y# e' ]
很多产品的形状两边都是对称关系,这时拆好一边然后另外一边可以通过镜像快速做出来,镜像功能是属于虚拟的,实际放电是没有此功能,所以镜像过去的电极是不一样的,不能再平移就是两个电极,可以平移组合就变成一个电极。如下图所示:  " \0 n- n7 Q/ Z/ [+ i " \0 n- n7 Q/ Z/ [+ i
8 C: p8 ]3 `& L0 [组合技巧六:先镜像再旋转加平移  " @0 i6 i9 I |! U( Z$ v " @0 i6 i9 I |! U( Z$ v
6 Z% `0 l; L }# o( ?3 o
有些工件可以镜像快速做出另外一半,但是没有平移的位置,这个时候可以通过旋转加平移组合,可以节约电极数量,如下图所示: 
/ Q& _" j& @* j, I" B( K/ e% t
/ h X3 S) ?( |- h8 P | 
 |关于我们|sitemap|小黑屋|Archiver|手机版|UG网-UG技术论坛-青华数控模具培训学校
( 粤ICP备15108561号 )
|关于我们|sitemap|小黑屋|Archiver|手机版|UG网-UG技术论坛-青华数控模具培训学校
( 粤ICP备15108561号 )


 狗仔卡
狗仔卡 发表于 2021-7-29 08:30
发表于 2021-7-29 08:30
 提升卡
提升卡 沉默卡
沉默卡 喧嚣卡
喧嚣卡 变色卡
变色卡 抢沙发
抢沙发 千斤顶
千斤顶 显身卡
显身卡