ug在加工陡峭曲面时经常会遇到,但加工出来的效果总是不理想,好在我们还有多种方法解决,下面就是典型的一种请看解决方法 一:如下图所示是我们经常会遇到的形状之一,往下我们开始解决这个问题'
1 s3 M/ v1 {' {1 _' b4 a% @- { 3 \" D5 N, K" K' F- J1 [. t) J; w 3 \" D5 N, K" K' F- J1 [. t) J; w
二:我们插入一个曲面轮廓铣,采用区域铣削的方法,选择这个球面:
* V5 ^! X9 b: b/ t: ^; i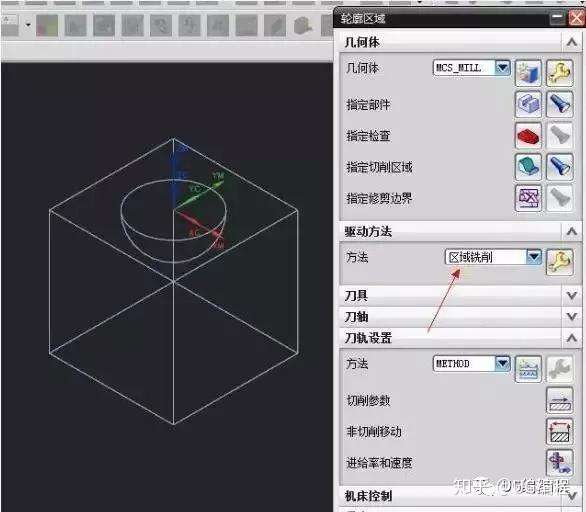
- a* t. z- L, U& o三:如下图所示,设置非陡峭65度 8 K' { @1 j* Z' }+ }! f0 @
 1 |0 E7 N) m* N3 O 1 |0 E7 N) m* N3 O
四:下图就是我们曲面65度非陡峭生成的刀轨
% y# f# W$ V7 _- J. A, {1 X" Y+ q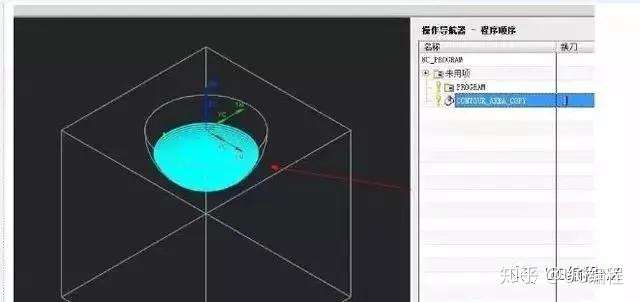 2 g- T0 ]( n7 o, A) R( w7 v7 b; J5 r 2 g- T0 ]( n7 o, A) R( w7 v7 b; J5 r
五:再次插入一个等高加工,这里的陡峭空间范围我们设为仅陡峭为45度:
# D4 y5 J- G5 V% p0 A4 [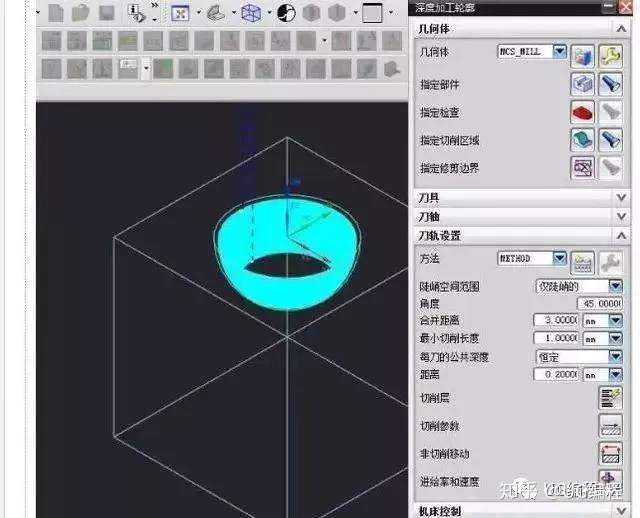
8 [" J: T2 H/ _ K六:这就是我们所说的同一把刀,固定轴加等高加工(一个非陡峭65度,一个仅陡峭45度,中间重叠一部分20度,保证刀轨可以重叠)
) J7 I+ |, h: ?2 m7 o2 s8 e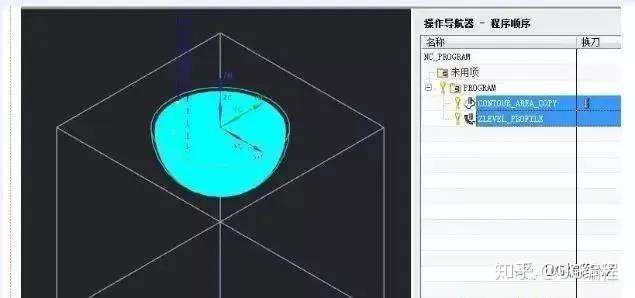 2 f* [! E3 x6 L6 h' {: K' E9 x0 u 2 f* [! E3 x6 L6 h' {: K' E9 x0 u
| 
 |关于我们|sitemap|小黑屋|Archiver|手机版|UG网-UG技术论坛-青华数控模具培训学校
( 粤ICP备15108561号 )
|关于我们|sitemap|小黑屋|Archiver|手机版|UG网-UG技术论坛-青华数控模具培训学校
( 粤ICP备15108561号 )


 狗仔卡
狗仔卡 发表于 2022-4-26 19:15
发表于 2022-4-26 19:15
 提升卡
提升卡 沉默卡
沉默卡 喧嚣卡
喧嚣卡 变色卡
变色卡 抢沙发
抢沙发 千斤顶
千斤顶 显身卡
显身卡