|
平时我们经常提到的3轴、3+2轴、5轴等加工方案,他们的区别是什么?先给大家介绍一下: 3轴加工方式 3轴加工由直线进给轴X、Y、Z进行加工。加工特点:切削刀具方向在沿着整个切削路径运动过程中保持不变。刀尖的切削状态不可能实时达到完美。
4 r. T" _; U: x' W: G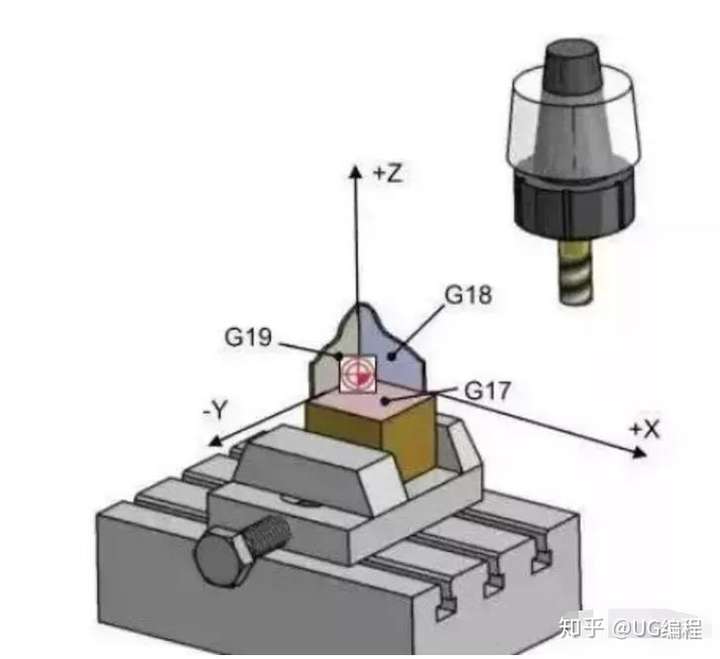
/ Q$ ^' C! Z) S( u) C( v+ `) S3+2 轴加工方式 两个旋转轴先将切削刀具固定在一个倾斜位置,再由进给轴X、Y、Z进行加工。这种机床也叫定位五轴机床,可以使用西门子的CYCLE800功能进行编程加工。CYCLE800 是一种静态平面转换,可以通过 3+2 轴机床加工(例如回转头或回转台)定义空间中的旋转工作平面。在此工作平面,可以编程 2D 或 3D 加工操作。 : P- o [) i) h$ i7 i4 g
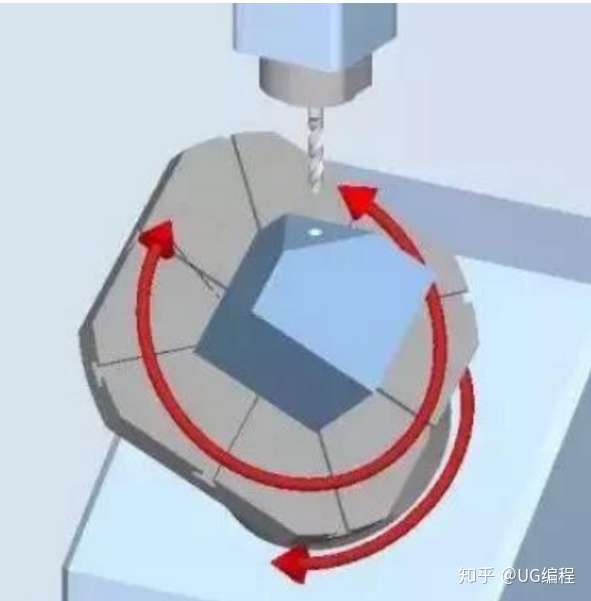
: o0 S2 {, W$ g: G/ a3 m加工特点:回转轴总是旋转到加工平面垂直于刀具轴的位置进行加工,加工期间加工平面保持固定,想学习ug编程可以加UG编程点冠教育的老师学习领取学习资料和课程。 5轴加工方式 5轴加工由进给轴X、Y、Z及绕X、Y、Z的旋转轴A、B、C中任意5个轴的线性插补运动。西门子的运动转换指令TRAORI能很好的支持5轴转换。
6 c( G' b2 @% l. A
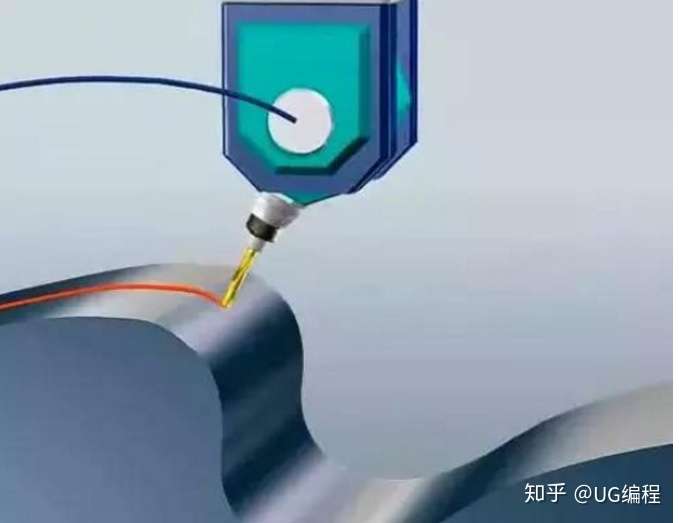
' B- Q8 w& m* m) ~ k" y加工特点:在沿着整个路径运动过程中可对刀具方向进行优化,同时进行刀具直线运动。这样,在整个路径上都可保持最佳切削状态。 # V1 Z2 [( Z3 P% d
 - |" x9 h2 a( h" t+ R4 G/ p - |" x9 h2 a( h" t+ R4 G/ p
五轴同时加工28个零件 那五轴机器的优势如何体现呢,这里分享一个哈斯UMC-750P机床同时加工28个零件的例子。通过转台与夹具的设计,以及在五轴加工程序中将零件的三个加工面合并在一个加工程序,实现减少循环时间的目的。 转台可以通过精准的定位,扩大原本的加工空间。经过精心设计的夹具,不仅能提高加工的效率,而且还能减少机器的闲置,操作人员也能从中抽出身来,不想一直做数控操作工,想学习UG编程可以找点冠教育的牧亭老师学习领取学习资料和课程 " g5 P/ N4 h: d' c( L

* {. N5 c. h- n0 ~9 Y; l比如加工下图这样的零件的前三个面,如果使用虎钳的夹持方式,每个零件总共需要264秒(装夹时间不计)。 3 O! U# h5 k' p9 F1 }2 x

0 ^! ~! c9 e" C y, _$ W5 G3 y在夹具的制作上,选用一个尺寸为114mm*114mm*550mm的铝合金作为基体,选用定位销作为定位,选用占用加工空间更小的压紧夹具,以便更快的装夹。 8 D4 ^: r! m! ~$ ?" u% Y
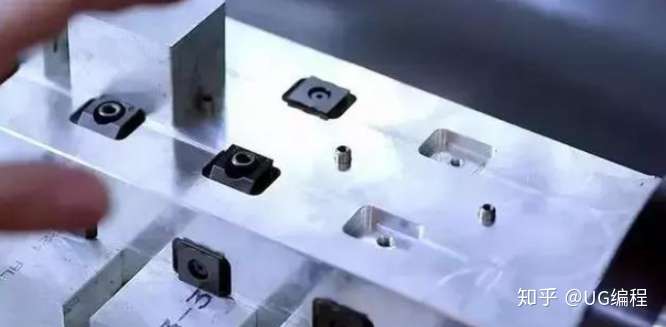
0 `$ Q6 q9 u( ^, i% Z3 F再铣平基体的四个面,为每个零件加工一个定位销孔,2个用来避空锁紧夹具的槽,以及2个用来锁紧的螺纹孔,这就是所有的制作步骤。
9 o. G4 F( @# a) O/ N1 M* ]
" ~9 X/ a; n: B( I3 y0 L夹具的整套组成包括:28个定位销、56个定位锁紧块(可重复利用)、56个螺丝、扳手。这样的夹具设计,能将原本的加工时间264秒缩短到202秒(装夹时间不计)。这意味着加工时间已经减少了23.5% ( L; w7 h/ @: L# c" Q' K$ V
 ( ^2 B: k) k$ q8 _% m+ v ( ^2 B: k) k$ q8 _% m+ v
不仅如此,由于加工程序已经将零件的三个加工面合并在一个加工程序中,这样单个程序的循环时间就变成了95分钟,在这期间,机器一直在保持加工,无需等待操作人员的频繁装夹,这将大大减少操作人员的劳动强度。 3 r% `5 ?: A9 w3 `1 {' v3 v
| 
 |关于我们|sitemap|小黑屋|Archiver|手机版|UG网-UG技术论坛-青华数控模具培训学校
( 粤ICP备15108561号 )
|关于我们|sitemap|小黑屋|Archiver|手机版|UG网-UG技术论坛-青华数控模具培训学校
( 粤ICP备15108561号 )


 狗仔卡
狗仔卡 发表于 2022-4-26 19:24
发表于 2022-4-26 19:24
 提升卡
提升卡 沉默卡
沉默卡 喧嚣卡
喧嚣卡 变色卡
变色卡 抢沙发
抢沙发 千斤顶
千斤顶 显身卡
显身卡