PowerMill是一个独立运行的CAM系统,它是DELCAM的核心多轴加工产品。它可由输入的模型快速产生无过切的刀具路径。这些模型可是由其他软件包产生的曲面,如IGES文件、STL文件等,也可以是来自 PowerSHAPE 的模型(实体或曲面)或Solid Edge 、SolidWorkS、ug、Pro/ENGINEER、CATIA等的PART 模型。它功能强大,易学易用,计算速度快,能最大限度地发挥CNC数控机床的效率。下面就几个例子结合几年来使用该软件编程的经验谈一点心得。
! U# V. _& r" e% |9 R 一、开粗加工
+ N* M7 L+ e/ W) S- X2 Z$ ~ PowerMILL提供了开粗加工的三种方法,其中用得最多的是偏置区域清除模型加工。根据粗加工的特点,对高速加工在切削用量选择上的原则应是 “浅切深、快进给”。对刀具的要求,根据模型形状和尺寸综合考虑,应尽可能选用大直径的刀具。开粗加工中特别要注意设定毛坯在X、Y、Z三方向的尺寸,据工件的加工要求以“切削路径的刀具中心线不离开毛坯界限”作为原则来决定毛坯的设置。图1是由“最小限/最大限”来确定的无扩展的毛坯所产生的刀具路径。图 2为毛坯扩展后的刀具路径。可见,扩展后工件下部侧面也能加工到了。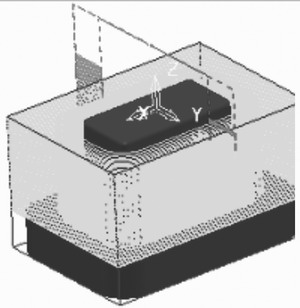
图1 毛坯未扩展的刀具路径 
图2毛坯扩展后的刀具路径 h" W9 Y' k% D5 b
二、半精加工
# f) M# Y+ F9 e7 a 半精加工的主要目的是保证精加工时余量均匀。最常用的方法是先算出残留材料的边界轮廓(参考刀具未加工区域的三维轮廓),然后选用较小的刀具来仅加工这些三维轮廓区域,而不用重新加工整个模型。一般用等高精加工方法,加工残留材料区域内部。为得到合理的刀具路径,应注意以下几点:
. S2 S5 F5 C9 P$ u4 k. X (1)计算残留边界时所用的余量,应跟开粗加工所留的余量一致。 G( U8 |/ j/ F8 K5 k
(2)用残留边界等高加工中的凹面时,应把“型腔加工”取消掉,其路径如图4所示。否则,在图3所示路径中刀具单侧切削时,随着深度的增加,接触刀具的材料越多,切削力增大,使刀具易折断。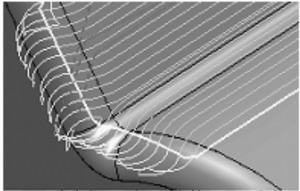
图3 型腔加工未取消的刀具路径 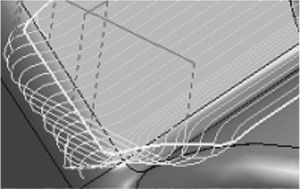
图4型腔加工取消掉的刀具路径
' z& T7 Y0 S6 z (3)铣削过程中尽量减少提刀次数,提高工作效力。在图5中,上平面为磨削过的表面无需加工,采用45°平行精加工时把最上面的平面路径剪裁掉之后会产生跳刀现象,经过分块裁剪再合并之后得到图6所示刀具路径。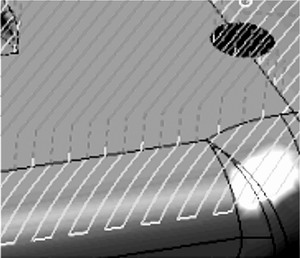
图5 提刀较多的刀具路径 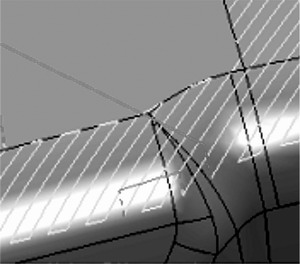
图6 编辑后的刀具路径 0 @: @# Y2 r. k0 K2 t
(4)当孔的上表面为斜面时,精加工孔壁必需把斜面提高,否则刀具会刮伤精加工过的斜面。图7所示的等高加工孔壁时,由于切入切出的影响会把已精加工过的表面刮伤,当把斜面抬高之后把上面的路径去掉,就得到如图8所示的路径。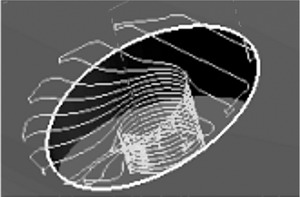
图7 斜面未抬高的刀具路径 
图8斜面抬高后的刀具路径 - y8 q1 c) b7 C
(5)注意切入的方法。等高加工如图9下部封闭区域的型腔时,一般选用斜向切入,而对于图10上部开放部分,则采用水平圆弧切入。此种路径是比较合理的。
图9 斜向切入 
图10水平圆弧切入
3 [! V, ?/ e. S& G 三、精加工/ n+ G+ C. R% O2 Z$ ]
精加工时通常先算出浅滩边界,然后用等高精加工边界外部,再平行精加工边界内部。但对于平面的精加工,常采用偏置区域清除加工。为保证加工质量应注意以下几点:, L- k) p* q$ g- f7 H% ]
(1)精加工余量必须均匀,一般径向留余量0.15~0.3mm,轴向留余量0.05~0.15mm。. u* K6 t+ g' H. F
(2)当采用偏置区域清除精加工平面时,毛坯的Z向最小值应该等于该平面的Z值,否则平面加工后高度方向尺寸误差较大。9 Z3 o" G: m& v
(3)当等高精加工时当刀具起刀点位置比较乱(如图11)时,可以使用编辑中的移动开始点的方法来改正(见图12)。 ) O; m& @3 Q5 J( B( l" [5 K+ V+ p4 e ) O; m& @3 Q5 J( B( l" [5 K+ V+ p4 e
5 @/ D/ v! ^) J( Q! }# F& h
图11 刀具起刀点位置混乱

图12 改正后的起刀点位置 0 \9 j; F8 g& {) U
(4)为保证在浅滩边界处平行和等高两种走刀路径接刀良好,在许可的情况下一般在平行走刀时把浅滩边界向外三维偏移2mm左右。
# t$ K$ L. \9 k4 j' y' J# |) ^& H (5)等高精加工侧面时常选用圆鼻刀加工,这必然导致工件底部不清角。当选用软件中的几种清角加工所产生的刀路不是很合理的情况下,也常用等高加工通过裁剪功能去掉多余的路径的方法来代替。此时,应该检查等高加加工工后Z向深度是否到位,若不然应该再加工一刀,把这一刀的路径拉到先前的等高加工路径里,这里应把切入切出连接一下。2 I7 R% J* Z" g! Y! u4 l: A& N
四、结束语1 }8 w0 y7 y4 g6 P2 i& v* y( u
以上只是该软件加工中的常用方法。其实,该软件还有很强大的边界及刀路编辑功能,可根据不同的模型灵活运用,一定能编出合理的刀路来。 | 
 |关于我们|sitemap|小黑屋|Archiver|手机版|UG网-UG技术论坛-青华数控模具培训学校
( 粤ICP备15108561号 )
|关于我们|sitemap|小黑屋|Archiver|手机版|UG网-UG技术论坛-青华数控模具培训学校
( 粤ICP备15108561号 )


 狗仔卡
狗仔卡 发表于 2010-12-14 16:35
发表于 2010-12-14 16:35
 提升卡
提升卡 沉默卡
沉默卡 喧嚣卡
喧嚣卡 变色卡
变色卡 抢沙发
抢沙发 千斤顶
千斤顶 显身卡
显身卡