|
|
: f D8 g; L0 \. W3 H' r! ]5 w$ K# ]; [. P9 T- ^
FANUC车床G代码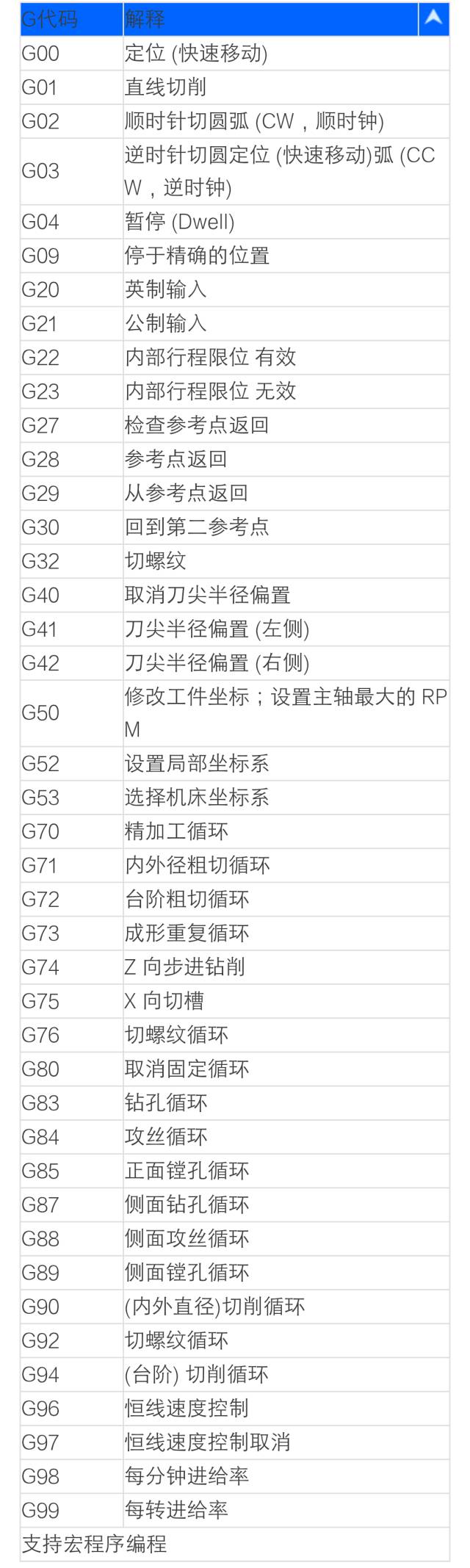
9 [! Y4 r, ^& G/ S& {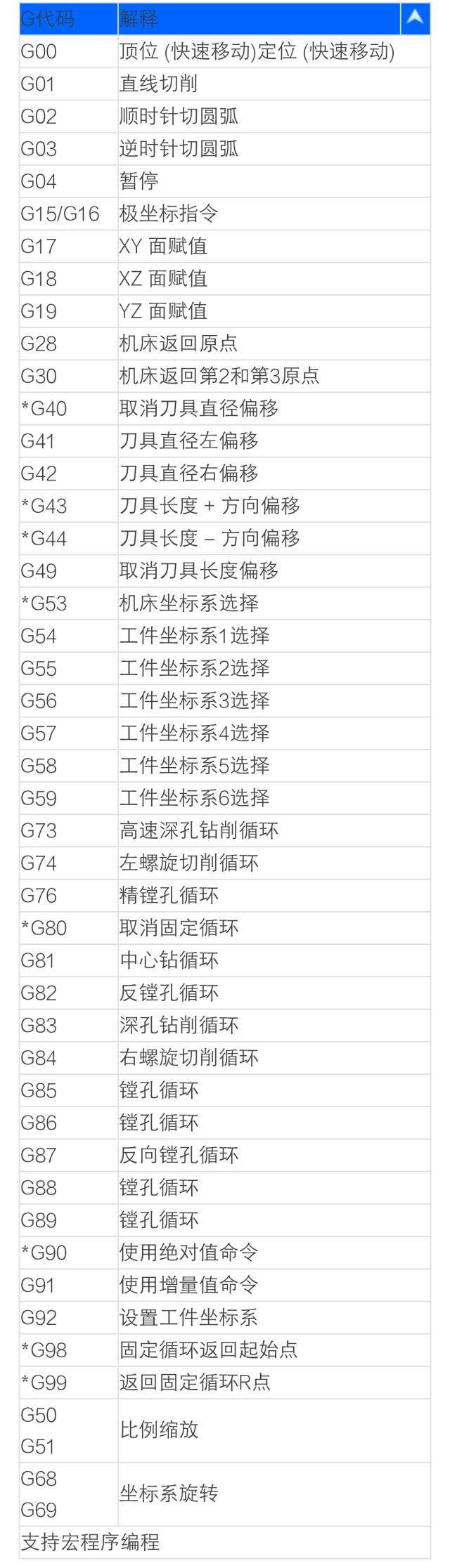 FANUC M指令代码 FANUC M指令代码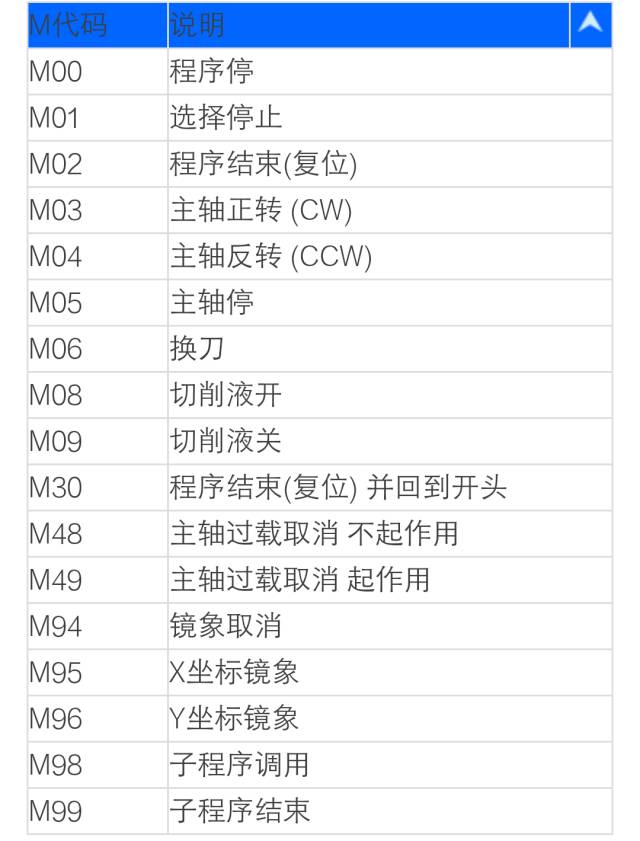
6 A+ f: L3 j& kSIEMENS铣床 G代码 # p" f0 n7 H& g0 p5 w9 n # p" f0 n7 H& g0 p5 w9 n
 / x, n8 o z! E) Q( c) @) |# R/ e; K / x, n8 o z! E) Q( c) @) |# R/ e; K
循环 | 说明 |  | | 钻削,沉孔加工 | | 深孔钻削 | | 带补偿夹具的螺纹切削 | | 不带补偿夹具的螺纹切削 | | 镗孔 | | 线性孔排列 | | 圆弧孔排列 | | 矩形槽,键槽,圆形凹槽铣削 |
SIEMENS802DM/810/840DM 固定循环循环 | 说明 | | | 中心钻孔 | | 深孔钻削 | | 性攻丝 | | 铰孔 | | 镗孔 | | 带停止镗孔 | | 端面铣削 | | 一个圆弧上的长方形孔 | | 环形凹槽铣削 | | 矩形凹槽铣削 | | 一个圆弧上的键槽 | | 环行槽 |
SIEMENS车床 G 代码地址 | 含义 | | | D | 刀具刀补号 | | F | 4 N! e3 \) w. ~
| | F | 进给率(与G4 一起可以编程停留时间) | | G | G功能(准备功能字) | | G0 | 快速移动 | | G1 | 直线插补 | | G2 | 顺时针圆弧插补 | | G3 | 逆时针园弧插补 | | G33 | 恒螺距的螺纹切削 | | G4 | 快速移动 | | G63 | 快速移动 | | G74 | 回参考点 | | G75 | 回固定点 | | G17 | (在加工中心孔时要求) | | G18* | Z/X平面 | | G40 | 刀尖半径补偿方式的取消 | | G41 | 调用刀尖半径补偿, 刀具在轮廓左侧移动 | | G42 | 调用刀尖半径补偿, 刀具在轮廓右侧移动 | | G500 | 取消可设定零点偏置 | | G54 | 第一可设定零点偏置 | | G55 | 第二可设定零点偏置 | | G56 | 第三可设定零点偏置 | | G57 | 第四可设定零点偏置 | | G58 | 第五可设定零点偏置 | | G59 | 第六可设定零点偏置 | | G53 | 按程序段方式取消可设定零点偏置 | | G70 | 英制尺寸 | | G71* | 公制尺寸 | | G90* | 绝对尺寸 | | G91 | 增量尺寸 | | G94* | 进给率F,单位毫米/分 | | G95 | 主轴进给率F,单位毫米/转 | | I | 插补参数 | | I1 | 圆弧插补的中间点 | | K1 | 圆弧插补的中间点 | | L | 子程序名及子程序调用 | | M | 辅助功能 | | M0 | 程序停止 | | M1 | 程序有条件停止 | | M2 | 程序结束 | | M30 | 0 d" l* p( X% ]# \8 i
| | M17 | % p# s. _4 M( q5 k2 A
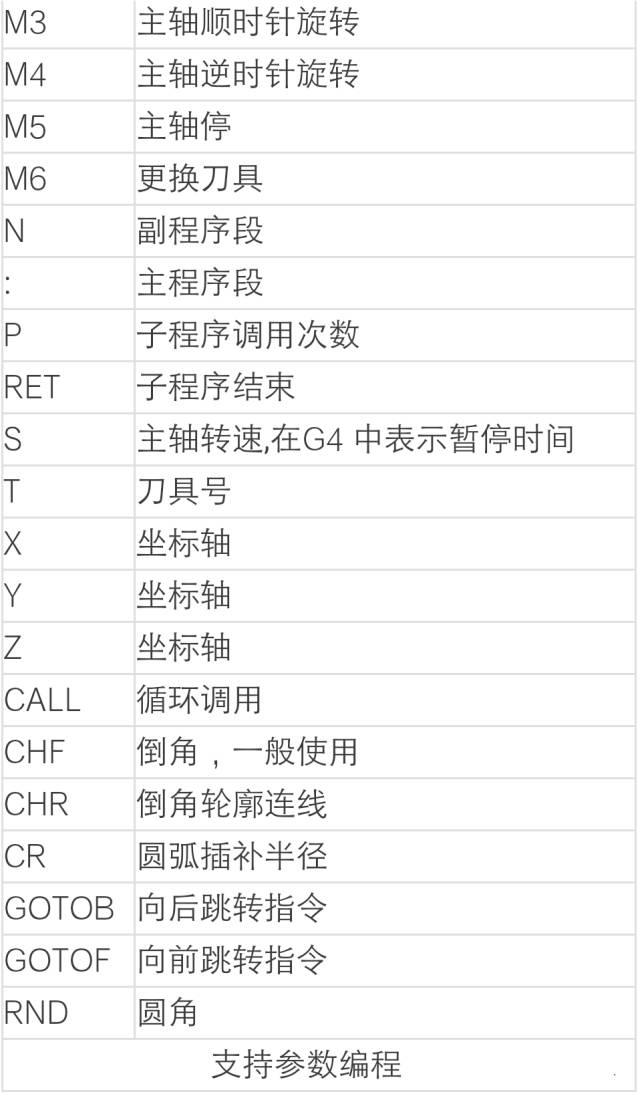
| | M3 | 主轴顺时针旋转 | | M4 | 主轴逆时针旋转 | | M5 | 主轴停 | | M6 | 更换刀具 | | N | 副程序段 | | : | 主程序段 | | P | 子程序调用次数 | | RET | 子程序结束 | | S | 主轴转速,在G4 中表示暂停时间 | | T | 刀具号 | | X | 坐标轴 | | Y | 坐标轴 | | Z | 坐标轴 | | AR | 圆弧插补张角 | | CALL | 循环调用 | | CHF | 倒角,一般使用 | | CHR | 倒角轮廓连线 | | CR | 圆弧插补半径 | | GOTOB | 向后跳转指令 | | GOTOF | 向前跳转指令 | | RND | 圆角 | |
SIEMENS 801、802S/CT、 802SeT 固定循环循环 | 说明 | | | 钻削,沉孔加工 | | 深孔钻削 | | 带补偿夹具的螺纹切削 | | 不带补偿夹具的螺纹切削 | | 镗孔 | | 切槽循环 | | 毛坯切削循环 | | 螺纹切削 |
SIEMENS 802D、810D/840D 固定循环循环 | 说明 | | | 平面铣削 | | 中心钻孔 | | 深孔钻削 | | 刚性攻丝 | | 铰孔 | | 镗孔 | | 带停止镗孔 | | 切槽 | | 退刀槽形状E..F | | 毛坯切削 | | 螺纹切削 |
HNC车床G代码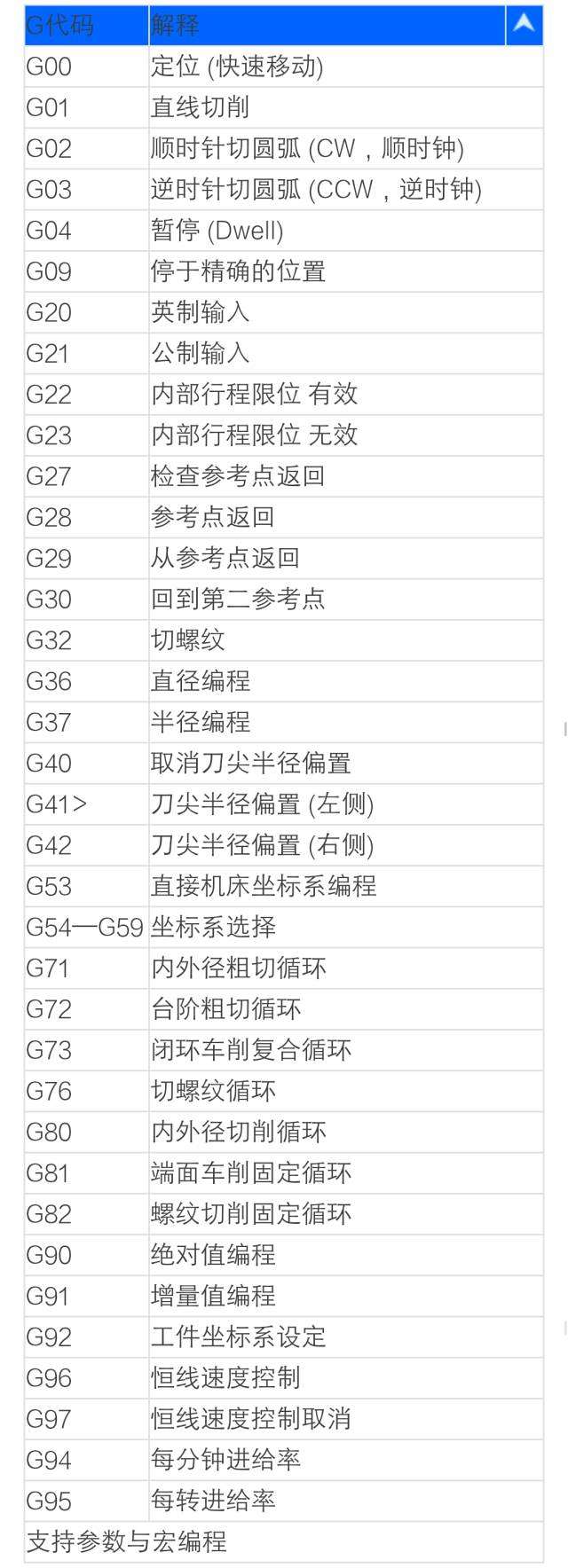
& ~) }! ]# H( \HNC铣床G代码G代码 | 组别 | 解释 | | | *G00 | 01 | 定位 (快速移动) | | G01 | 直线切削 | | G02 | 顺时针切圆弧 | | G03 | 逆时针切圆弧 | | G04 | 00 | 暂停 | | G07 | 16 | 虚轴指定 | | G09 | 00 | 准停校验 | | *G17 | 02 | XY 面赋值 | | G18 | XZ 面赋值 | | G19 | YZ 面赋值 | | G20 | 08 * `" i+ ^& a: `% F; _8 B! P" D7 y9 R
! L0 N/ l/ A, I4 A+ ]% t5 w | 英寸输入 | | *G21 | 毫米输入 | | G22 | 脉冲当量 | | G24 | 03 | 镜像开 | | *G25 | 镜像关 | | G28 | 00 | 返回到参考点 | | G29 | 由参考点返回 | | *G40 | 07 | 取消刀具直径偏移 | | G41 | 刀具直径左偏移 | | G42 | 刀具直径右偏移 | | G43 | 08 | 刀具长度 + 方向偏移 | | G44 | 刀具长度 - 方向偏移 | | *G49 | 取消刀具长度偏移 | | *G50 | 04 | 缩放关 | | G51 | 缩放开 | | G52 | 00 | 局部坐标系设定 | | G53 | 直接机床坐标系编程 | | *G54 | 14 | 工件坐标系1选择 | | G55 | 工件坐标系2选择 | | G56 | 工件坐标系3选择 | | G57 | 工件坐标系4选择 | | G58 | 工件坐标系5选择 | | G59 | 工件坐标系6选择 | | G60 | 00 | 单方向定位 | | *G61 | 12 | 精确停止校验方式 | | G64 | 连续方式 | | G68 | 05 | 旋转变换 | | *G69 | 旋转取消 | | G73 | 09 | 高速深孔钻削循环 | | G74 | 左螺旋切削循环 | | G76 | 精镗孔循环 | | *G80 | 取消固定循环 | | G81 | 中心钻循环 | | G82 | 反镗孔循环 | | G83 | 深孔钻削循环 | | G84 | 右螺旋切削循环 | | G85 | 镗孔循环 | | G86 | 镗孔循环 | | G87 | 反向镗孔循环 | | G88 | 镗孔循环 | | G89 | 镗孔循环 | | *G90 | 03 | 使用绝对值命令 | | G91 | 使用增量值命令 | | G92 | 00 | 设置工件坐标系 | | *G94 | 14 | 每分钟进给 | | G95 | 每转进给 | | *G98 | 10 | 固定循环返回起始点 | | G99 | 返回固定循环R点 | |
HNC M指令M代码 | 说明 | | | 程序停 | | 选择停止 | | 程序结束(复位) | | 主轴正转 (CW) | | 主轴反转 (CCW) | | 主轴停 | | 换刀 | | 切削液开 | | 切削液关 | | 子程序调用 | | 子程序结束 |
KND100铣床G代码G代码 | 组别 | 解释 | | | 01 | 定位 (快速移动) | | 直线切削 | | 顺时针切圆弧 | | 逆时针切圆弧 | | 00 | 暂停 | | 02 | XY 面赋值 | | XZ 面赋值 | | YZ 面赋值 | | 00 | 机床返回原点 | | 从参考点返回 | | 07 | 取消刀具直径偏移 | | 刀具直径左偏移 | | 刀具直径右偏移 | | 08 | 刀具长度 + 方向偏移 | | 刀具长度 - 方向偏移 | | 取消刀具长度偏移 | | 14 | 机床坐标系选择 | | 工件坐标系1选择 | | 工件坐标系2选择 | | 工件坐标系3选择 | | 工件坐标系4选择 | | 工件坐标系5选择 | | 工件坐标系6选择 | | 09 | 高速深孔钻削循环 | | 左螺旋切削循环 | | 精镗孔循环 | | 取消固定循环 | | 钻孔循环(点钻) | | 钻孔循环(镗阶梯孔) | | 深孔钻削循环 | | 攻丝循环 | | 镗孔循环 | | 钻孔循环 | | 反向镗孔循环 | | 镗孔循环 | | 镗孔循环 | | 03 | 使用绝对值命令 | | 使用增量值命令 | | 00 | 设置工件坐标系 | | 10 | 固定循环返回起始点 | | 返回固定循环R点 |
KND100车床G代码G代码 | 组别 | 解释 | | | 01 | 定位 (快速移动) | | 直线切削 | | 顺时针切圆弧 (CW,顺时钟) | | 逆时针切圆弧 (CCW,逆时钟) | | 00 | 暂停 (Dwell) | | 偏移值设定 | | 06 | 英制输入 | | 公制输入 | | 00 | 检查参考点返回 | | 参考点返回 | | 从参考点返回 | | 跳跃机能 | | 01 | 切螺纹 | |
9 F) J0 }8 z+ ` | X轴自动刀偏设定 | | # `/ U+ M) A) d
| Z轴自动刀偏设定 | | 07 | 取消刀尖半径偏置 | | 刀尖半径偏置 (左侧) | | 刀尖半径偏置 (右侧) | | 00 | 坐标系设定 | | 工件坐标系 | | 工件坐标系 | | 00 | 精加工循环 | | 内外径粗切循环 | | 台阶粗切循环 | | 成形重复循环 | | 端面深孔加工循环 | | 外圆、内圆切削循环 | | 切螺纹循环 | | 01 | (内外直径)切削循环 | | 切螺纹循环 | | (台阶) 切削循环 | | 12 | 恒线速度控制 | | 恒线速度控制取消 | | 05 | 每分钟进给率 | | 每转进给率 |
KND100 M指令M代码 | 说明 | | | 程序停 | | 选择停止 | | 程序结束(复位) | | 主轴正转 (CW) | | 主轴反转 (CCW) | | 主轴停 | | 换刀 | | 切削液开 | | 切削液关 | | 卡紧 | | 松开 | | 润滑开 | | 润滑关 | | 子程序调用 | | 子程序结束 |
GSK980车床G代码G代码 | 组别 | 功能 | | | 01 | 定位(快速移动) | | 直线插补(切削进给) | | 圆弧插补CW(顺时针) | | 圆弧插补CCW(逆时针) | | 00 | 暂停,准停 | | 返回参考点 | | 01 | 螺纹切削 | | 00 | 坐标系设定 | |
C3 X7 P6 E& i* j0 g" s | 宏程序命令 | | 00 | 精加工循环 | | 外圆粗车循环 | | 端面粗车循环 | | 封闭切削循环 | | 端面深孔加工循环 | | 外圆,内圆切槽循环 | | 01 | 外圆,内圆车削循环 | | 螺纹切削循环 | | 端面切削循环 | | 02 | 恒线速开 | | 恒线速关 | | 03 | 每分进给 | | 每转进给 | |
GSK980T M指令M代码 | 说明 | | | 主轴正转 | | 主轴反转 | | 主轴停止 | | 冷却液开 | | 冷却液关(不输出信号) | | 润滑开 | | 润滑关(不输出信号) | | 备用 | | 备用尖(不输出信号) | | 程序暂停,按'循环起动'程序继续执行 | | 程序结束,程序返回开始 |
GSK928 TC/TE G代码G代码 | 功能 | | | 定位(快速移动) | | 直线插补(切削进给) | | 圆弧插补CW(顺时针) | | 圆弧插补CCW(逆时针) | | 攻牙循环 | | 螺纹切削 | | 外圆粗车循环 | | 端面粗车循环 | | 端面深孔加工循环 | | 外圆,内圆切槽循环 | | 外圆,内圆车削循环 | | 螺纹切削循环 | | 外圆内圆锥面循环 | | 局部循环开始 | | 局部循环结束 | | 每分进给 | | 每转进给 | | 设置工件绝对坐标系 | | X、Z轴回参考 | | X轴回参考点 | | Z轴回参考点 | |
GSK928 TC/TE M指令M代码 | 说明 | | | 主轴正转 | | 主轴反转 | | 主轴停止 | | 冷却液开 | | 冷却液关(不输出信号) | | 润滑开 | | 润滑关(不输出信号) | | 备用 | | 备用尖(不输出信号) | | 程序暂停,按'循环起动'程序继续执行 | | 程序结束,程序返回开始 |
GSK990M G代码G代码 | 组别 | 解释 | | | 01 | 定位 (快速移动) | | 直线切削 | | 顺时针切圆弧 | | 逆时针切圆弧 | | 00 | 暂停 | | 02 | XY 面赋值 | | XZ 面赋值 | | YZ 面赋值 | | 00 | 机床返回原点 | | 从参考点返回 | | 07 | 取消刀具直径偏移 | | 刀具直径左偏移 | | 刀具直径右偏移 | | 08 | 刀具长度 + 方向偏移 | | 刀具长度 - 方向偏移 | | 取消刀具长度偏移 | | 14 | 机床坐标系选择 | | 工件坐标系1选择 | | 工件坐标系2选择 | | 工件坐标系3选择 | | 工件坐标系4选择 | | 工件坐标系5选择 | | 工件坐标系6选择 | | 09 | 高速深孔钻削循环 | | 左螺旋切削循环 | | 精镗孔循环 | | 取消固定循环 | | 钻孔循环(点钻) | | 钻孔循环(镗阶梯孔) | | 深孔钻削循环 | | 攻丝循环 | | 镗孔循环 | | 钻孔循环 | | 反向镗孔循环 | | 镗孔循环 | | 镗孔循环 | | 03 | 使用绝对值命令 | | 使用增量值命令 | | 00 | 设置工件坐标系 | | 10 | 固定循环返回起始点 | | 返回固定循环R点 |
GSK990M M指令M代码 | 说明 | | | 程序停 | | 选择停止 | | 程序结束(复位) | | 主轴正转 (CW) | | 主轴反转 (CCW) | | 主轴停 | | 换刀 | | 切削液开 | | 切削液关 | | 卡紧 | | 松开 | | 润滑开 | | 润滑关 | | 子程序调用 | | 子程序结束 |
GSK928MA G代码G代码 | 解释 | | G00 | 定位 (快速移动) | G1 | 直线切削 | G02 | 顺时针切圆弧 | G03 | 逆时针切圆弧 | G04 | 延时等待 | G17 | XY 面赋值 | G18 | XZ 面赋值 | G19 | YZ 面赋值 | G28 | 机床返回原点 | G29 | 从参考点返回 | *G40 | 取消刀具直径偏移 | G41 | 刀具直径左偏移 | G42 | 刀具直径右偏移 | *G43 | 刀具长度 + 方向偏移 | *G44 | 刀具长度 - 方向偏移 | G49 | 取消刀具长度偏移 | *G53 | 机床坐标系选择 | G54 | 工件坐标系1选择 | G55 | 工件坐标系2选择 | G56 | 工件坐标系3选择 | G57 | 工件坐标系4选择 | G58 | 工件坐标系5选择 | G59 | 工件坐标系6选择 | G73 | 高速深孔钻削循环 | G74 | 左螺旋切削循环 | G80 | 取消固定循环 | G81 | 钻孔循环(点钻) | G82 | 钻孔循环(镗阶梯孔) | G83 | 深孔钻削循环 | G84 | 右旋攻牙循环 | G85 | 镗孔循环 | G86 | 钻孔循环 | G89 | 镗孔循环 | *G90 | 使用绝对值命令 | G91 | 使用增量值命令 | G92 | 设置浮动坐标系 | *G98 | 固定循环返回起始点 | *G99 | 返回固定循环R点 | G10 G11 | 圆凹槽内粗铣 | G12 G13 | 全圆内精铣 | G14 G15 | 外圆精铣 | G22 | 系统参数运算(模态) | G23 | 判参数值跳转 | G27 | 机械零点检测 | G28 | 经中间点快速定位到程序 | G31 | 快速返回R基准面 | G34 G35 | 矩形凹槽内精铣 | G38 G39 | 矩形外精铣 |
GSK928MA M指令M指令 | 解释 | | M0 | 程序停止。完成程序段其它指令后,停止主轴,关冷却液,指向下一程序段, 并停止做进一步处理,等待按 RUN(运行)键,才继续运行该程序段。 | M2 | 程序结束,停止。停主轴,关冷却液,消除G93坐标偏置和刀具偏置返回到起始程 序段(不运行)。执行M2后,系统将切换到基准工件坐标系。 | M3 | 主轴正转 | M4 | 主轴反转 | M5 | 停止主轴 | M8 | 开冷却泵 | M9 | 关冷却泵 | M12 | 暂停: 等待按"运行"键才继续运行(按急停键则停止) | M30 | 程序结束,消除刀具偏置,返回起始程序段(不运行). 执行M30后,系统将切换到 基准工件坐标系。 | M32 | 润滑开; | M33 | 润滑关; | M98 | 调用子程序 | M99 | 子程序结束返回 |
三菱 E60 铣床G代码G代码 | 组别 | 解释 | | ※G00 | 01 | | *G01 | | G02 | | G03 | | G04 | 00 | | G05 | | G09 | | G10 | | G11 | | G12 | | G13 | | *G17 | 02 | | ※G18 | | G19 | | ※G20 | 06 | | G21 | | G27 | 00 | | G28 | | G29 | | G30 | | G31 | | G33 | 01 | | G37 | 00 | | G38 | | G39 | | *G40 | 07 | | G41 | | G42 | | G43 | 08 | | G44 | | *G49 | | G52 | 00 | | G53 | | *G54 | 12 | | G代码 | 组别 | 解释 | , q4 F+ h) C% i- P) @2 g$ q2 g
| G55 | 12 | | G56 |
1 C5 Y$ h' k4 X4 R( d | | G57 |
6 Z% m- o1 F9 V! X$ E | | G58 | 2 V% N8 B% R/ w" B0 I
| | G59 | 8 t* V" I! i2 r; c o }' }
| | G60 | 00 | | G61 | 13 | | G62 |
% m0 E# y7 G$ d& A e7 T0 K | | G63 |
8 ~$ R$ C, X! t% l* v) Q G/ F | | *G64 |
; c6 ]- t V5 H# r) R- J# z | | G73 | 09 | | G74 | + \8 m; e3 g! u6 b+ {
| | G76 | ) z! _) H( P: G. A
| | *G80 | ; `1 M- M8 ^# s# q/ H3 L- u j
| | G81 | 5 X8 P" C3 c2 z# a
| | G82 | 8 C. e/ A% z6 y$ W
| | G83 | & U5 x2 M+ P' Y* j
| | G84 |
9 N8 D; E" n2 G9 t6 _, G | | G85 | $ W! S( w0 z5 g; M
| | G86 |
9 i7 B4 j" e6 E1 R | | G87 |
; i2 n, ]5 z& M0 c' q! ` | | G88 | v, d" z+ S8 k8 D1 h: n1 b3 B) _0 |
| | G89 |
/ t1 x/ F2 i3 p4 O | | *G90 | 03 | | *G91 | 8 K Y, I. P& A& i
| | G92 | 00 | | G93 | 05 | | *G94 | / V- e$ M3 `2 Y" q' W6 a5 K
| | *G95 |
" r2 v. O1 }( R: n7 c3 i | | *G96 | 17 | | *G97 |
* P$ u5 [* ?5 {# [& [6 [ | | *G98 | 10 | | G99 |
* a9 s% y# W1 C7 f. d | | 支持参数与宏编程 |
DASEN 3I铣床G代码G代码 | 组别 | 解释 | | ※G00 | 01 | 位置定位 (快速进给) | *G01 | 直线补间 | G02 | 顺时针切圆弧(CW) | G03 | 逆时针切圆弧(CCW) | G04 | 00 | 暂停 | G05 | 高速加工模式 | G09 | 正确停止检查 | G10 | 程式参数输入/补正输入 | G11 | 程式参数输入取消 | G12 | 圆切削CW | G13 | 圆切削CCW | *G17 | 02 | 平面选择X-Y | ※G18 | 平面选择Z-X | G19 | 平面选择Y-Z | ※G20 | 06 | 英制指令 | G21 | 公制指令 | G27 | 00 | 参考原点检查 | G28 | 参考原点复归 | G29 | 开始点复归 | G30 | 第2~4参考原点复归 | G31 | 跳跃机能 | G33 | 01 | 螺纹切削 | G37 | 00 | 自动工具长测定 | G38 | 刀具径补正向量指定 | G39 | 刀具径补正转角圆弧补正 | *G40 | 07 | 刀具径补正取消 | G41 | 刀具径补正左 | G42 | 刀具径补正右 | G43 | 08 | 刀具长补正量(+) | G44 | 刀具长补正量(-) | *G49 | 工具长补正量取消 | G52 | 00 | 局部坐标系设定 | G53 | 机械坐标系选择 | *G54 | 12 | 工件坐标系1选择 | G55 | 12 | 工件坐标系2选择 | G56 |
) W) E# ]9 k8 I d' X5 W0 P | 工件坐标系3选择 | G57 |
8 v! ]$ @ U1 P" l' [ | 工件坐标系4选择 | G58 |
% E; b. D. S" C5 X9 J5 E' n | 工件坐标系5选择 | G59 | 8 }- z* ?! J. P& c1 U
| 工件坐标系6选择 | G60 | 00 | 单方向位置定位 | G61 | 13 | 工确停止检查模式 | G62 | 2 t: W+ Q9 X+ [2 z7 O. I+ o
| 自动转角进给率调整 | G63 |
% m% P7 k, r4 x% w | 攻牙模式 | *G64 | & ~6 }, d; [$ Z* K: @$ J
| 切削模式 | G73 | 09 | 固定循环(步进循环) | G74 | + W0 [3 C" u2 i4 y: a
| 固定循环(反向攻牙) | G76 | E# N6 q I% S( M& e
| 固定循环(精镗孔) | *G80 |
6 J, ^- w* _" A4 ^) S* J | 固定循环取消 | G81 | " ` i9 y9 ^3 L( _
| 固定循环(钻孔/铅孔) | G82 |
9 b2 X9 w$ G6 o- ]3 E P& O | 固定循环(钻孔/计数式镗孔) | G83 |
: g6 f* a w$ A. P g0 u) k | 固定循环(深钻孔) | G84 |
D2 a5 [- O6 S" o4 l | 固定循环(攻牙) | G85 |
! i4 P# _. K6 [ | 固定循环(镗孔) | G86 |
( h% Q4 P' G- h( H9 W! u+ }7 p | 固定循环(镗孔) | G87 | 4 R* b; {- z% g% d. {9 K; t
| 固定循环(反镗孔) | G88 |
0 R8 b; Z4 X" ? | 固定循环(镗孔) | G89 |
* w3 s! o7 V) y. ]. q | 固定循环(镗孔) | *G90 | 03 | 绝对值指令 | *G91 |
! S. |2 `6 V% {/ e: ~7 A8 d# ~ | 增量值指令 | G92 | 00 | 机械坐标系设定 | G93 | 05 | 逆时针进给 | *G94 |
* u/ I/ O( z) F4 l" Y2 B. l | 非同期切削(每分钟进给) | *G95 | 0 V: \ P7 W8 |3 H) O" n) B
| 同期切削(每回钻进给) | *G96 | 17 | 周速一定控制有效 | *G97 |
6 d% c) n: d: |0 b- j0 I1 ^0 G+ Z2 a3 H | 周速一定控制无效 | *G98 | 10 | 固定循环起始点复归 | G99 | + v7 N) y0 c! \
| | 支持参数与宏编程 |
DASEN 3I车床G代码 " h' N% o1 J. k+ x! N0 O8 _; n " h' N% o1 J. k+ x! N0 O8 _; n
华兴车床G代码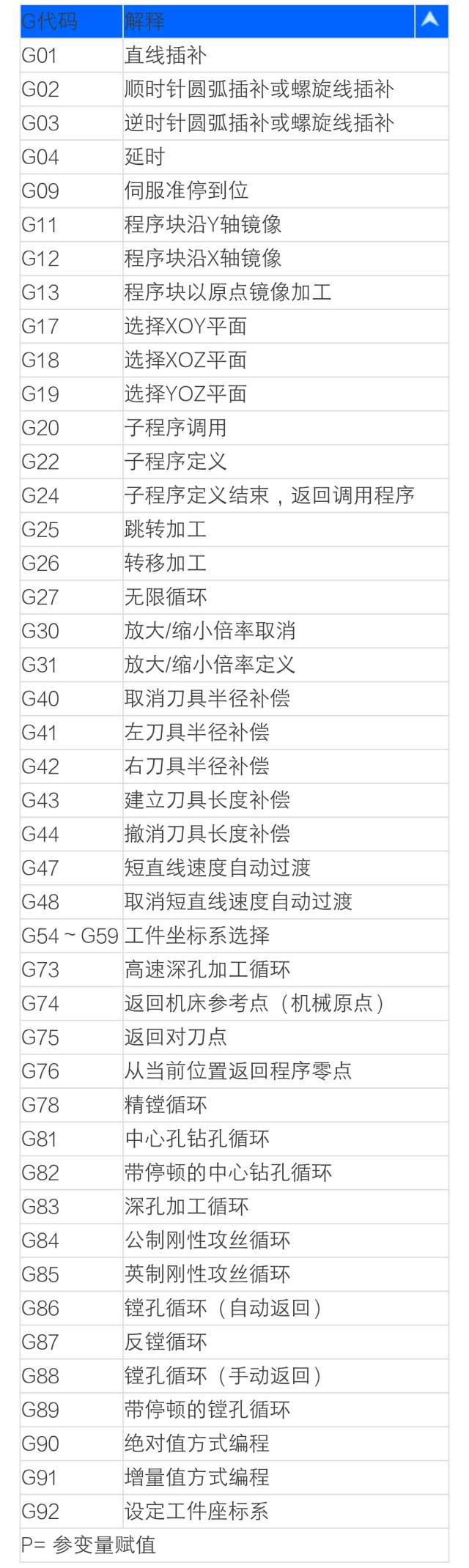 华兴车床M指令 华兴车床M指令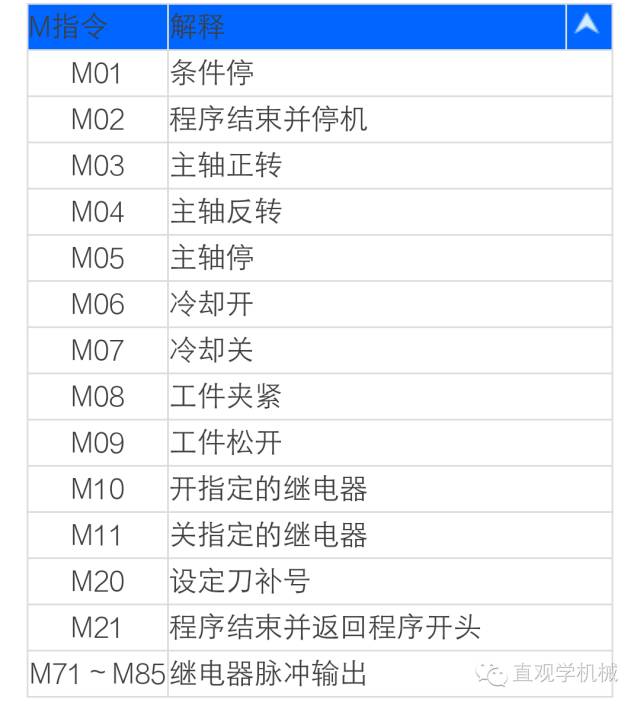
! F8 t& D, r* _7 T华兴铣床G代码SKY 2003N M G代码 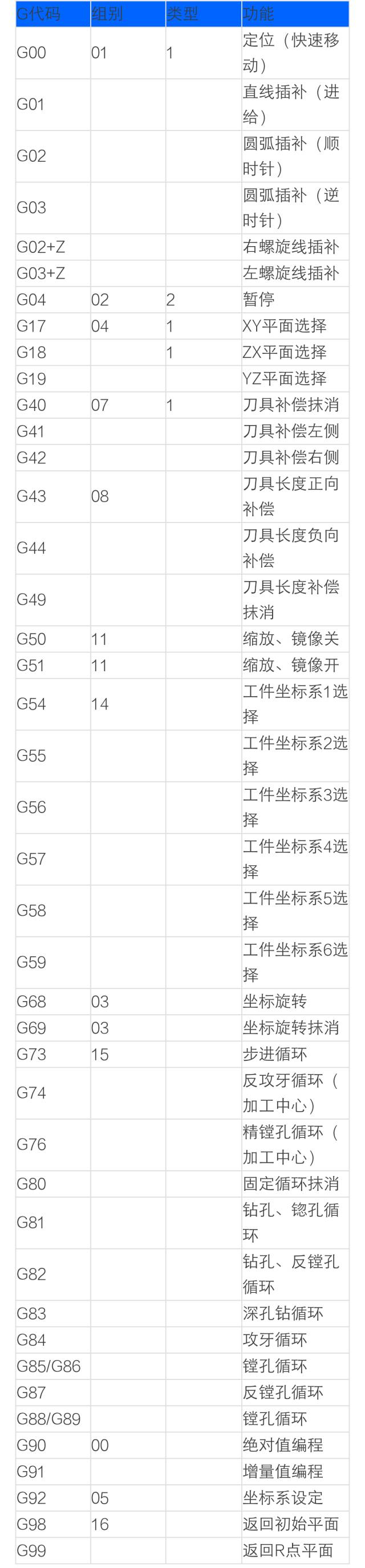
' V# C! |# K- N0 G4 sSKY 2003N M M指令
|
|

 |关于我们|sitemap|小黑屋|Archiver|手机版|UG网-UG技术论坛-青华数控模具培训学校
( 粤ICP备15108561号 )
|关于我们|sitemap|小黑屋|Archiver|手机版|UG网-UG技术论坛-青华数控模具培训学校
( 粤ICP备15108561号 )


 狗仔卡
狗仔卡 发表于 2016-10-28 18:33
发表于 2016-10-28 18:33
 提升卡
提升卡 沉默卡
沉默卡 喧嚣卡
喧嚣卡 变色卡
变色卡 抢沙发
抢沙发 千斤顶
千斤顶 显身卡
显身卡